|
СКАЧАТЬ КАТАЛОГ
|
Токарный автомат продольного точения NOMURA-DS NN-32YB3 (арт.1230083)
Токарный автомат продольного точения NOMURA-DS NN-32YB3
Производитель оборудования: NOMURA DS (Корея) Технические характеристики
Описание станка Компания NOMURA DS CO., LTD. - производитель токарных автоматов с ЧПУ швейцарского типа, инструментов и сопутствующих товаров. Компания существует на рынке с 1959 года и изначально называлась NOMURA VTC AUTOMATIC LATHE CO LTD. 50-летний опыт разработки и производства позволил компании NOMURA добиться высокого качества продукции и сделать устойчивость к вибрациям ее отличительной чертой. NOMURA использует на станках направляющие скольжения, обработанные методом шабрения, обеспечивающим высокую точность (до микрон). Метод обработки NOMURA позволяет эффективно распределять нагрузку, повышая прочность поверхности и сопротивление абразивному износу. Продукция компании сертифицирована: ISO 9001, CE mark (стандарт качества и безопасности Евросоюза). Станки NOMURA используют и в единичном, и в массовом производстве деталей, благодаря возможности их быстрой перенастройки (с помощью микроскопа) и способности выполнять комплексную обработку деталей на одной единице оборудования. Приводной инструмент расширяет технологические возможности токарной обработки. В качестве материала используется прутковая заготовка. Контршпиндель работает аналогично главному шпинделю. Он синхронизирован с главным шпинделем с помощью управляемой оси С. Благодаря точной синхронизации вращения приводного инструмента с вращением шпинделей осуществляется обработка по осям «С» и «Y». Можно выполнять различные операции: точное нарезание резьбы метчиком без применения специальных компенсационных патронов, фрезерование, гравирование на боковой поверхности, обработку многогранных поверхностей из пруткового материала, нарезание зубчатых колес и многие другое. С помощью опциональной оснасткой может производиться внецентровое сверление. Станина, передняя бабка и детали суппорта цельнолитые из специализированного чугуна. Литые элементы проходят процедуру естественного и искусственного старения. Cистемы ЧПУ, которыми оснащаются станки NOMURA, позволяют эффективно управлять одновременной многоосевой и многоинструментальной обработкой. Станки NOMURA оснащаются в базовой конфигурации системой ЧПУ Mitsubishi, но можно оснастить опционально и системой ЧПУ Fanuc. Отличительными особенностями станков NOMURA являются направляющие скольжения вместо направляющих качения по оси «Y», что увеличивает стойкость инструмента в 4 раза по сравнению со станками конкурентов, а также возможность настройки токарного инструмента вне зоны работы станка с помощью специального микроскопа поставляемого вместе со станком — эта возможность позволяет сократить время настройки инструмента в 3 раза. В процессе обработки прутка режущим инструментом, появляется характерный звук, являющийся признаком вибрации. В худшем случае, в зависимости от размеров обрабатываемой детали, это может привести к повреждению режущего инструмента. Для предотвращения даже небольших вибраций наиболее эффективно используются направляющие скольжения. Единственным их недостатком является высокая адаптация к возникающим вибрациям из-за контакта поверхностей и высокий коэффициент трения из-за большой площади соприкасающихся поверхностей. Инженеры компании NOMURA-DS решили и эту проблему с помощью техники профессионального ручного шабрения. Если поверхности направляющих скольжения хорошо прилегают друг к другу, то их невозможно свободно перемещать, так как они прочно сцеплены. Такое сцепление поверхностей достигается благодаря технике профессионального ручного шабрения, при которой поверхность делают шероховатой (20−30 мкм) и герметизируют маслом. Масляная пленка позволяет плавно и без вибраций перемещать направляющие скольжения, соединённые в «ласточкин хвост» под углом 60°.  Установочные габариты: 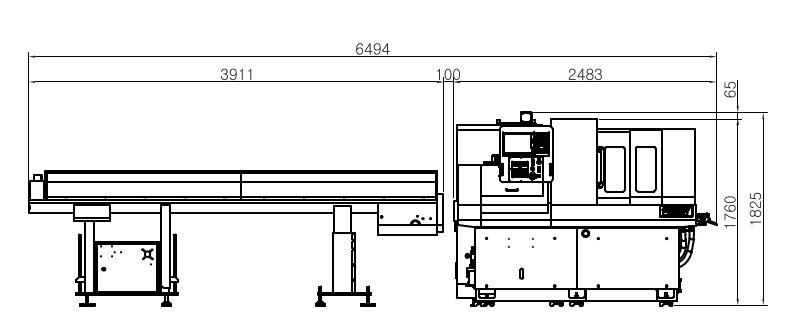 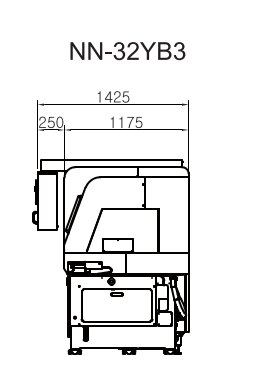 Схема расположения инструментов: 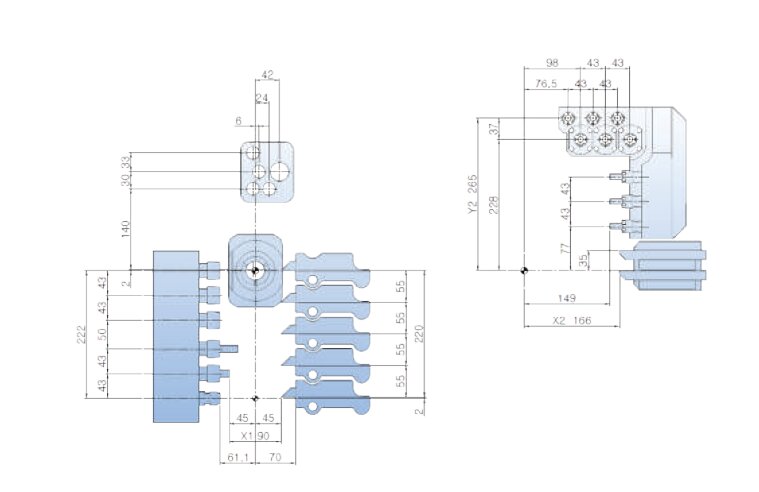 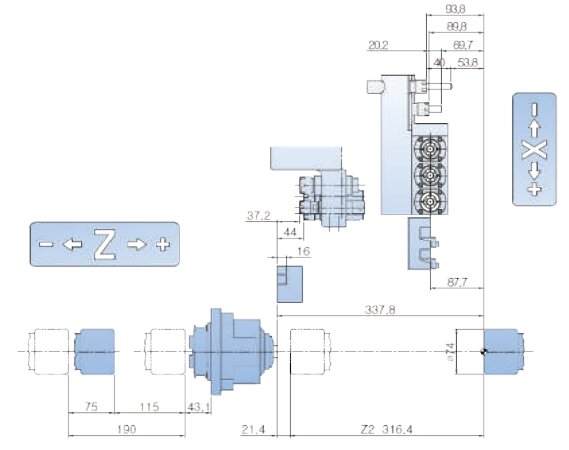 Похожие станки:
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

DEGID: #402133 |
Контактная информация: |