|
СКАЧАТЬ КАТАЛОГ
|
4-валковый гидравлический гибочный станок MG M 3028 M (арт.9412105)
4-валковый гидравлический гибочный станок MG M 3028 M
Технические характеристики
Описание станка4-х валковые гидравлические гибочные станки серии М - самые передовые и точные в области гибки листового металла. Два валка с гидравлическим приводом и системой регулирования давления прижима обеспечивают безупречный ход листа. Будучи очень простым в обслуживании, данные станки являются самыми надежными и быстрыми среди представленных сегодня на мировом рынке машин подобного типа. На 4-валковых станках лист прижат и закреплен между верхним и нижним валком, что исключает его скольжение во время работы (на 3-валковых станках лист поддерживается одним из боковых валков и всегда существует возможность проскальзывания). Обеспечивается простое и точное выравнивание листа; после прижима необходимо лишь поднять противоположный валок и произвести вращение до упора листа: происходит точное выравнивание листа и необходимый прижим. Станки выпускаются с валками длиной от 1 до 7 м и более и позволяют производить гибку листов толщиной от 1 мм до 240 мм. Станки дополнительно оснащаются вспомогательными устройствами для подачи и поддержки листов, системой гибки конусов, цифровой индикацией положения валков. Станки позволяют производить горячую гибку, а также выполнять гибку сортового проката. Низкоэффективная система (редукторы, бронзовые вкладыши подшипников скольжения, ременные передачи, карданы, прямолинейные направляющие) заменена новыми высокоэффективными конструктивными решениями: гидравлическими планетарным приводом, напрямую, через шлицевое соединение, соединенным с валком, качающимися направляющими и самоустанавливающимися двойными подшипниками качения с коническими роликами, что устраняет зазоры и трение, которые приводят к потере энергии. Высокотехнологичная конструкция для гибочных валков, которая не требует никакого технического обслуживания или смазки за весь срок эксплуатации машины. Каждый подшипник полностью заполнен смазкой и герметически изолирован и практически не изнашивается. В старых моделях необходимо было смазывать много узлов машины, точка за точкой, что отнимало много времени. Система централизованной смазки всей машины имела свои недостатки – так, при сжатии трубы для подачи масла, или дефектов при сборке, а также засорения трубопровода, машина могла выйти из строя. Эти энергосберегающие технологии соответствуют международным нормам высокого коэффициента полезного действия (КПД). Эти конструктивные решения являются вершиной современной техники и позволяют значительно снизить потери энергии при передаче усилия от электродвигателя к гибочным валкам. СТАНДАРТНОЕ ИСПОЛНЕНИЕ
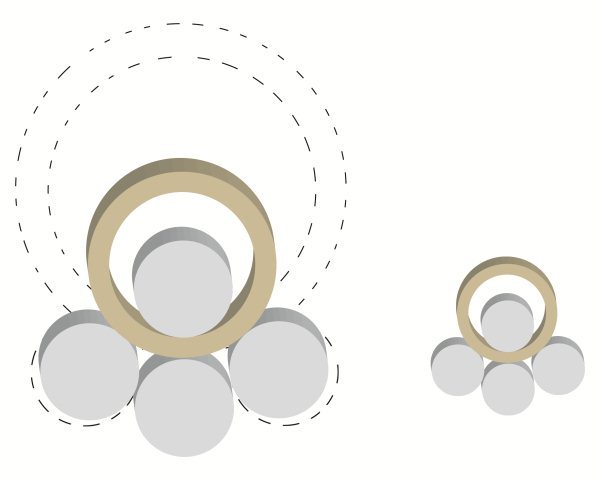
Диаметр верхнего валка станка влияет на минимальный диаметр гибки, так как невозможно получить диаметр, который был бы меньше диаметра верхнего валка. Боковые валки перемещаются максимально близко к центру верхнего валка, за счёт чего обеспечивается наименьший внутренний диаметр готового изделия К=1,1 к диаметру верхнего валка (у станков с линейными направляющими К=1,3-1,5). Прямолинейный участок сокращается до 1,5-2,0 толщины материала (на станках с линейными направляющими прямолинейный участок составляет 3,0-5,0 толщины материала). Технические и конструкционные особенности Валки устанавливаются на подшипниках с высокой допускаемой динамической нагрузкой, что обеспечивает минимальное трение и равномерное вращение валков при работе станка как при минимальной, так и при максимальной нагрузке. Для обеспечения постоянной смазки и защиты от внешних загрязнений подшипники установлены в водонепроницаемом корпусе с консистентной смазкой на весь срок службы. Гидравлические приводы всех валков сдвоены с планетарными редукторами. Поскольку планетарные редукторы установлены непосредственно на валках, не происходит потери мощности. Мощные торсионные валы обеспечивают абсолютную параллельность валков. Использование торсионных валов и комплекса гидравлических устройств создают уникальную систему, обеспечивающую высочайший уровень точности и производственную гибкость.  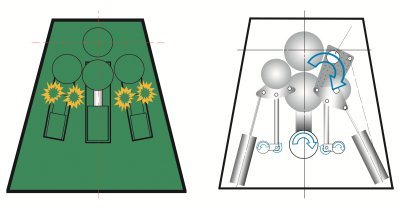 Проанализируем разницу в технологиях: Линейные направляющие – система, которая точна, когда машина новая, и бронзовые вкладыши плотно зафиксированы между опорой боковых валов и их направляющими (отмечены оранжевым цветом на рисунке ниже). Для преодоления силы трения в начале движения требуется запас мощности двигателя (по этой причине на вальцах с прямолинейным движением устанавливается более мощный двигатель). Качающиеся направляющие и Прямолинейные направляющие 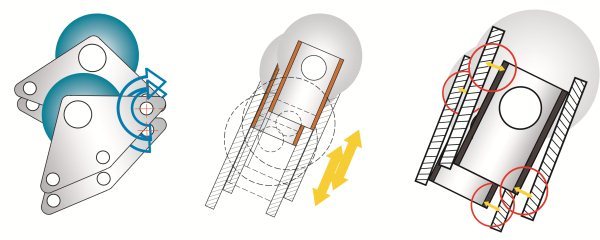 После начала движения направляющие бегут хорошо и гладко, однако машина теперь не нуждается в дополнительной мощности, необходимой в начале движения. Так, машина все еще поглощает всю мощность, но не использует ее. Разве это не потеря энергии, а соответственно и денег? После определенного промежутка времени бронзовые вкладыши изнашиваются и машина теряет точность. Посмотрев на картинку справа (прямолинейные направляющие), вы поймете: опоры вала начинают «болтаться» в направляющих. Для возврата точности потребуется дорогостоящий ремонт. 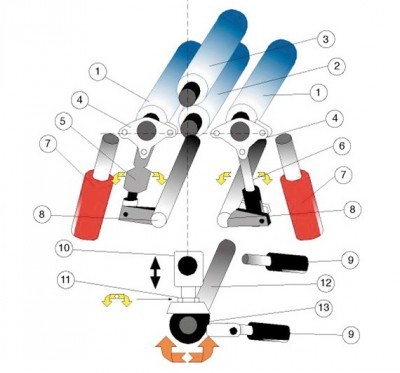 У системы MG вместо этого есть направляющие, качающиеся вокруг центра, установленные посредством подшипников. Система работает в течении многих лет без потери точности. Соединения со штифтами и подшипниками хорошо известны и используются во всем мире, вот почему мы можем твердо гарантировать, что машинная точность будет постоянной. Параллельность гибочных валков обеспечивается тяжелыми торсионными валиками, работающими совместно с системой клапанов, управляющей потоком масла. Данная система обеспечивает полную и стабильную параллельность без необходимости в перенастройке 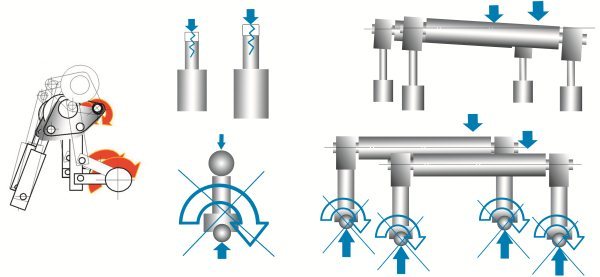 Благодаря применению мощных торсионных валов компания добилась абсолютно параллельного перемещения валков при гибке, что гарантирует высокую точность гибки, необходимую для последующей точной сварки, и ее сохранение в течение длительного периода в отличие от схем гидравлического либо электронного управления, применяемых конкурентами. Параллельность нижнего вала. Система основана на том, что вал установлен на двух эксцентриковых колесах, управляемых торсионной балкой. Эксцентрик не реверсивный, таким образом, нет никакого пути, для сжатия при нагрузке и тем самым достигается стабильная устойчивость нижнего вала. Вот почему мы можем гарантировать лучшую точность, даже когда машина нагружена до предела. 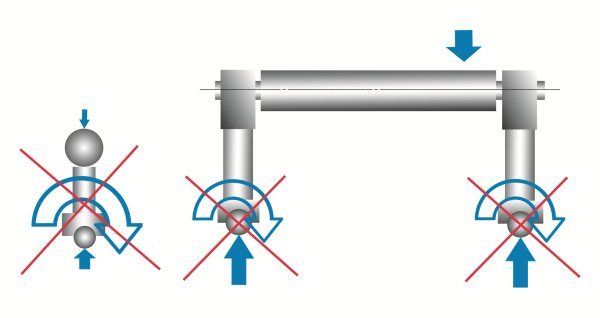 Геометрия движения Что бы достигнуть наименьшего диаметра изгиба, MG фокусируется на правильной точки контакта между боковыми и верхним валами. Это не вопрос системы, это – только вопрос знания и опыта. 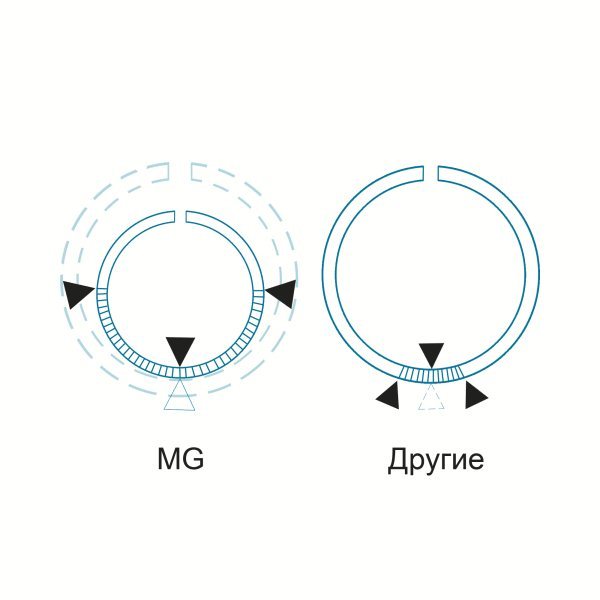 Система привода станка Станок приводится в действие двумя гидравлическими приводами, напрямую подключенными к валкам с помощью сдвоенных планетарных редукторов, обеспечивающих максимальную производительность при минимальных затратах сил. Движение передается приводам посредством гидравлической помпы, которая питается от электромотора. 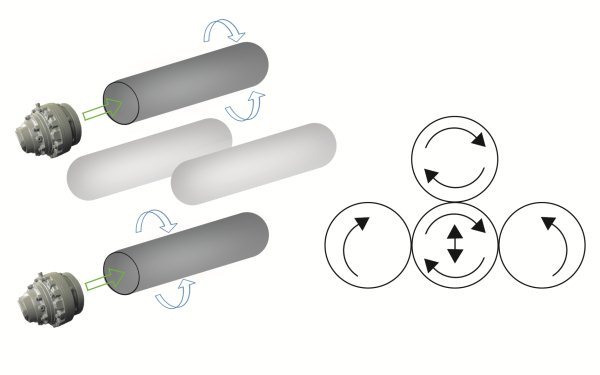  Данный процесс крайне важен на этапе предварительной гибки, так как он позволяет расположить лист по центру валков с максимально возможной точностью. Это достижимо вследствие того, что мы применяем 4-валковый станок, способный сжимать лист центральными валками, что позволяет добиваться максимальной прямолинейности.  Благодаря применению высококачественных материалов с высоким сопротивлением, MG смогла разработать систему постоянной смазки. Так как применяются большие и тяжелые подшипники, то смазать детали нужно только во время сборки станка. Техническое обслуживание станков не составляет труда. Последовательность гибки с предварительной подгибкой на 4-х валковых станках. 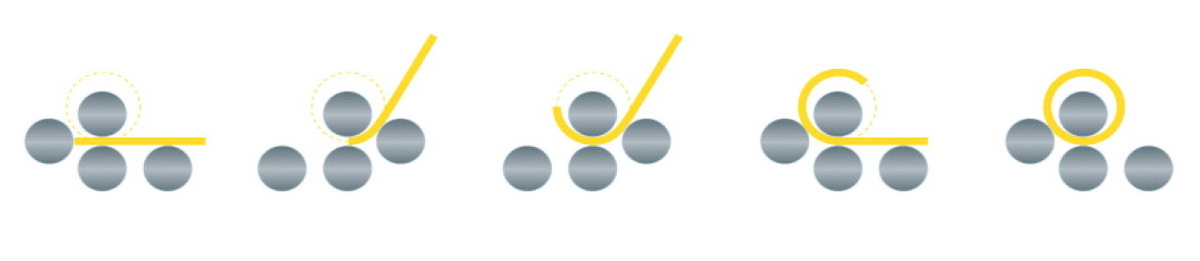 Комплектующие части станка: 1.Планетарный привод BREVINI, DINAMIC OIL (Италия); 2.Гидравлические двигатели SAI, INTERMOT (Италия); 3.Гидравлические клапана ARON, DUPLOMATIC (Италия); 4.Электрические части TELEMECANIQUE (Франция); 5.Подшипники SKF, FAG, RKB, (Германия, Италия); 6.Закаленные валы LUCCHINI, FMA, NUOVA OFAR, VIENNA (Италия). Опции Система центральной поддержки MG Данная система была разработана для обеспечения стабильности листа на каждом этапе процесса гибки. Она обеспечивает стабильность положения материала без того, чтобы возникала необходимость изменения радиусов из-за веса листа. Центральная рейка приводится в действие гидравлической системой и состоит из поршня и двух цепей, управляющих движением вверх и вниз. Боковая поддержка Система боковой поддержки обеспечивает поддержание листа во время процесса гибки. Во время этого процесса иногда возникают проблемы, связанные с толщиной и весом листа. Если лист очень тонкий и необходимо изготовить трубу большого диаметра, то материал не будет сохранять стабильность и станет деформироваться, меняя радиус изготавливаемой трубы. С помощью боковой поддержки эта проблема решается просто.     Столы подачи Компания предлагает различные системы для загрузки заготовки такие как простые рольганги, приводной стол подачи, приводной стол с автоматической центровкой заготовки, автоматические загрузочные устройства и т.д.   Механизм съема Механизм съема цилиндрических обечаек представляет собой консоль с гидравлическим приводом, которая, перемещаясь параллельно верхнему валку, снимает вальцованный металлический лист со станка. Размер данной принадлежности зависит от мощности станка, ее конструкция соответствует действующим положениям. Механизм съема включает гидравлические предохранительные клапаны и конечные выключатели, которые предупреждают его включение в опасных ситуациях (например, когда откидная опора станка закрыта).  На вальцы возможна установка следующей индикации:
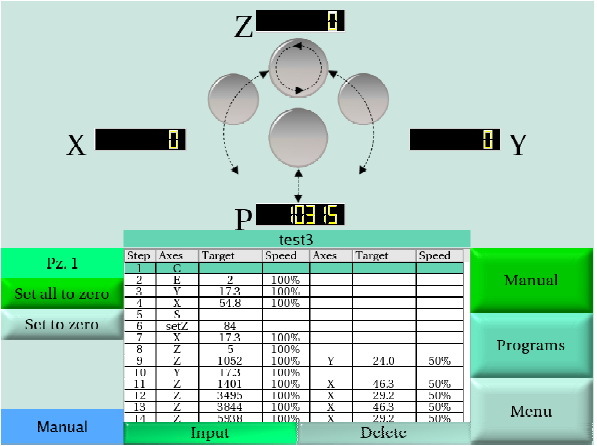
NC КОНТРОЛЛЕР MG – NEXUS TOUCH SCREEN Пользовательский интерфейс, разработанный техническими специалистами MG является очень простым в использовании даже для тех, кто слабо разбирается в электронных контроллерах. Данное руководство в наглядном виде представит вам информацию касательно использования функций и особенностей, предлагаемых данной системой, простота написания новой программы, как ее можно изменять и сохранять. Встроенный компьютер относится к промышленному типу и обладает сенсорным экраном с защитным стеклом IP55, которое предохраняет его от пыли и влаги. Управляющие клавиши расположены в соответствии с логикой использования ПО. Клавиши, которые оператор использует чаще всего, расположены наиболее эргономичным образом. Инженерная служба компании MG, по вашему запросу может изменить систему под ваши производственные нужды. Система NC запускается автоматически при включении станка – сначала стартует используемая операционная система, затем NC управление. Спустя несколько секунд после включения система уже готова к работе, на экране отображается стартовое окно. Данное окно в режиме реального времени отображает все доступные оси (X, Y, Z и пр.). При использовании пульта управления для перемещения по осям в данном окне вы увидите меняющиеся цифры. Значения отображаются в реальном времени вне зависимости от того, какой установлен режим работы (ручной или автоматический). Положение боковых гибочных валков отображается как X и Y (X для левого валка, Y – для правого). Значение Z отображает вращение верхнего валка и соответственно, линейное перемещение (подача) материала, выраженное в миллиметрах. В зависимости от наличия установленных опций в данном окне может отображаться больше осей. Окно ручного управления содержит клавиши для сброса положения различных осей. Нажатие вернет ось X axis на ноль. Соответственно для возврата осей Y и Z, используются клавиши и , и так далее. Нажатие клавиши открывает окно основного меню (MAIN MENU).
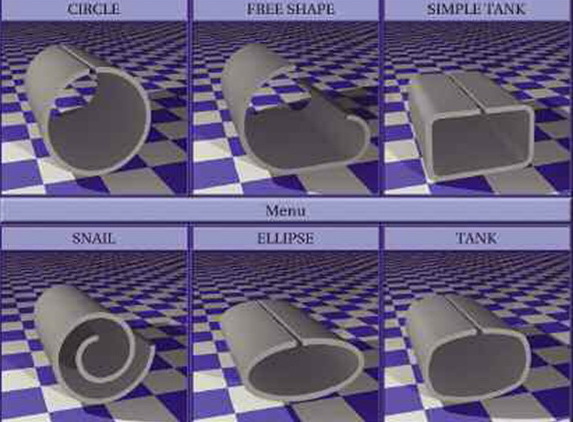
Многоосевая система ЧПУ Touch Command EVO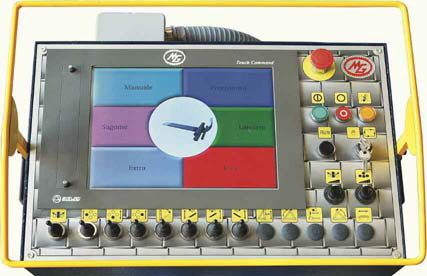 Система ЧПУ Touch Command EVO – создавалась исключительно для станков MG и прошла через многие годы исследовательских инженерных разработок, за время которых она была доведена до совершенства. Система управления сохранила свой простой и доступный интерфейс, знакомый по предыдущим версиям. Однако под ним скрывается новый, чрезвычайно мощное управление, которое позволяет осуществлять точность регулирования, недоступную ранее на листогибочных станках. Это достигнуто в основном посредством внедрения новой замкнутой системы, которая постоянно контролирует вращение и позиционирование боковых валков.Компания MG применила уникальный подход к созданию библиотеки материалов, которую можно подстраивать под конкретный обрабатываемый материал. Это осуществляется путем проверочных операций гибки с использованием данного материала и вводом значений получившихся диаметров. После проведения данной операции компьютер будет обладать полным набором сведений о том, как данный материал реагирует на воздействие и пружинит. Теперь система сможет автоматически создавать программы для практически любого профиля. Круглые, квадратные, треугольные, эллиптические и другие профили создаются без труда, поскольку библиотека уже настроена на конкретный обрабатываемый материал. Если вы обрабатываете материал, значение предела текучести которого отличается от того, который вы обычно используете, то вам поможет мощная система корректировок. Раздел корректировок дает вам возможность независимого регулирования любой части обрабатываемой детали. Переходы на деталях с более чем одним диаметром осуществляются безупречно, что обеспечивается новой замкнутой системой. Данная система была разработана для проверки правильного позиционирования боковых валков, проводимой через каждые 0.039 дюймов вращения. Если боковые валки начинают отклоняться от правильной позиции во время перехода, то скорость вращения автоматически ускорится или замедлится. Это крайне важно при изготовлении деталей с изменяющимися диаметрами. Совершенно новая CAD-система позволит вам рисовать профили будущих деталей прямо в системе управления. Если же вы предпочитаете загружать уже готовые проекты из файлов формата DXF, вам предоставляется и такая возможность. После загрузки желаемого профиля вам остается только выбрать материал, и компьютер создаст программу для обработки вашей детали. Количество кадров в программе, а также количество самих программ практически не ограничено. Сенсорный экран прост в управлении и доступен для использования, даже если оператор одел перчатки. Посредством USB-порта можно осуществлять резервное копирование программ на внешний носитель. Сегодня система ЧПУ «TOUCH COMMAND EVO» является самой совершенной и содержит максимальное количество опций, среди которых:
Многоязыковой интерфейс, включая русский язык. Открытая конфигурация с возможностью расширения и модернизации.
  Устройство для конической гибки Гидравлическая система конусной вальцовки позволяет вальцевать конусообразные изделия. Это одна из наиболее сложных операций, выполняемых на станке, требующая специального опыта оператора. Так как данная операция отличается повышенной сложностью, ЭФФЕКТИВНОСТЬ ВСЕХ СТАНКОВ НЕОБХОДИМО ДЕЛИТЬ ПОПОЛАМ. Т.е., станок может изготавливать конусы, длина и толщина которых ровно вдвое меньше номинальных значений. 
В настоящее время компания MG производит около 400 станков для обработки листа толщиной более 20 мм в год, поставляя их на ведущие мировые предприятия. Гордостью компании MG является произведенная и запущенная в эксплуатацию крупнейшая в мире 4х валковая листогибочная машина с изгибающим усилием 5000 тон, способная обрабатывать сталь толщиной 260 мм при ширине 3500 мм в холодном состоянии. 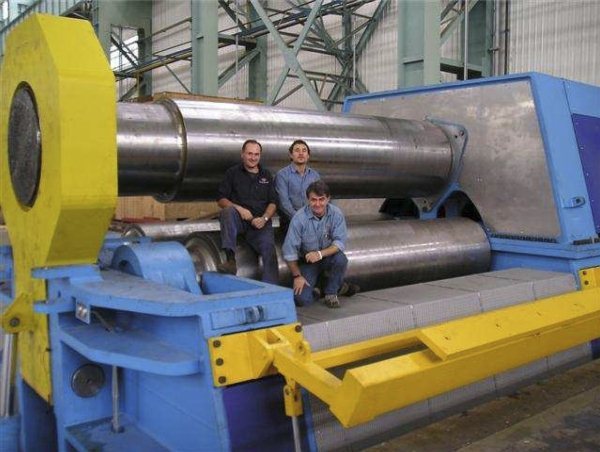  Похожие станки:
|
|||||||||||||||||||||||||||||||||||||||||||||

DEGID: #401010 |
Контактная информация: |