|
СКАЧАТЬ КАТАЛОГ
|
Портальный фрезерный центр с ЧПУ Four Star SD-24100 (арт.6630031)
Портальный фрезерный центр с ЧПУ Four Star SD-24100
Технические характеристики
Описание станка
Станина – это основной несущий узел станка, который служит для монтажа деталей и узлов станка; относительно неё ориентируются и перемещаются подвижные детали и узлы. Станина является массивной конструкцией из модифицированного чугуна. Для того чтобы придать конструкции станины и вертикальным колоннам максимальную прочность, используется конструкция box-in-box. Такая конструкция позволяет сделать данные элементы на 50% жестче чем у конкурентов и обеспечивает повышенную стабильность и грузоподъемность. Эта же конструкция применяется при изготовлении портала и каретки, что обеспечивает прочную опору шпиндельной бабке при обработке тяжёлых и крупногабаритных деталей. Для достижения наилучшей точности поверхностей и жесткости всей конструкции стыкующиеся поверхности основания станины, колонн и портала шабрятся вручную.    Приводные винты обладают высокой жесткостью, в сочетании с высокой плавностью и точностью хода, что обеспечивает максимальное качество обработки. В винтах данного класса гайка не имеет непосредственного контакта с винтом. Она не скользит по нему, а между винтом и гайкой перекатываются шарики (также как и в шарикоподшипнике). То есть скольжение заменено качением, что при этом значительно снижает трение (более чем в 100 раз). Специальная термообработка ШВП и отсутствие скольжения значительно повышают рабочий ресурс пары. Передачи данного типа не нуждаются в частом дополнительном обслуживании и регулировке и при правильной эксплуатации и своевременной смазке сохраняют свои высокие рабочие характеристики на протяжении всего срока службы станка. В таблице представлена зависимость класса точности ШВП и осевого зазора (люфта) в мкм.   Линейные направляющие (ЛНК) выполнены в виде призматической направляющей, по которой с помощью циркулирующих в обойме шариковых (шариковые линейные направляющие) или роликовых (роликовые линейные направляющие) тел качения перемещается одна или несколько кареток. Линейная направляющая изготавливается отдельно и крепится к основанию станка. Такие направляющие реализуют трение качения. Потери на трение в ЛНК слагаются из потерь, вызванных трением тел качения о сепаратор, и потерь, пропорциональных нагрузке. 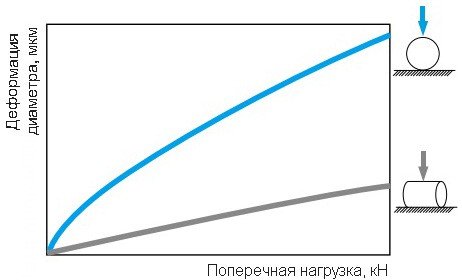 Динамическая нагрузочная способность каретки варьируется от 27,7 кН до 275,3 кН, статическая нагрузочная способность - от 57,1 кН до 572,7 кН. Каретки линейных направляющих обеспечивают высокоточное перемещение (отклонения в геометрии хода — в пределах 5 мкм) и позиционирование инструмента относительно заготовки. 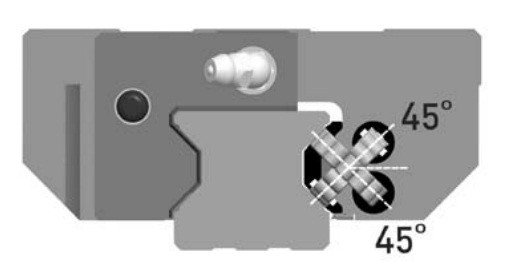 Как правило, в линейной направляющей имеется отрицательный зазор (преднатяг) между дорожкой качения и роликами, который требуется для увеличения жесткости узла или повышения точности его вращения. Применение преднатяга уменьшает уровень шума при работе, компенсирует износ и смятие роликов в процессе эксплуатации. Каретки данного типа имеют большие габариты (до 300 мм в длину и 120 мм в ширину) и достигают в весе 11кг. 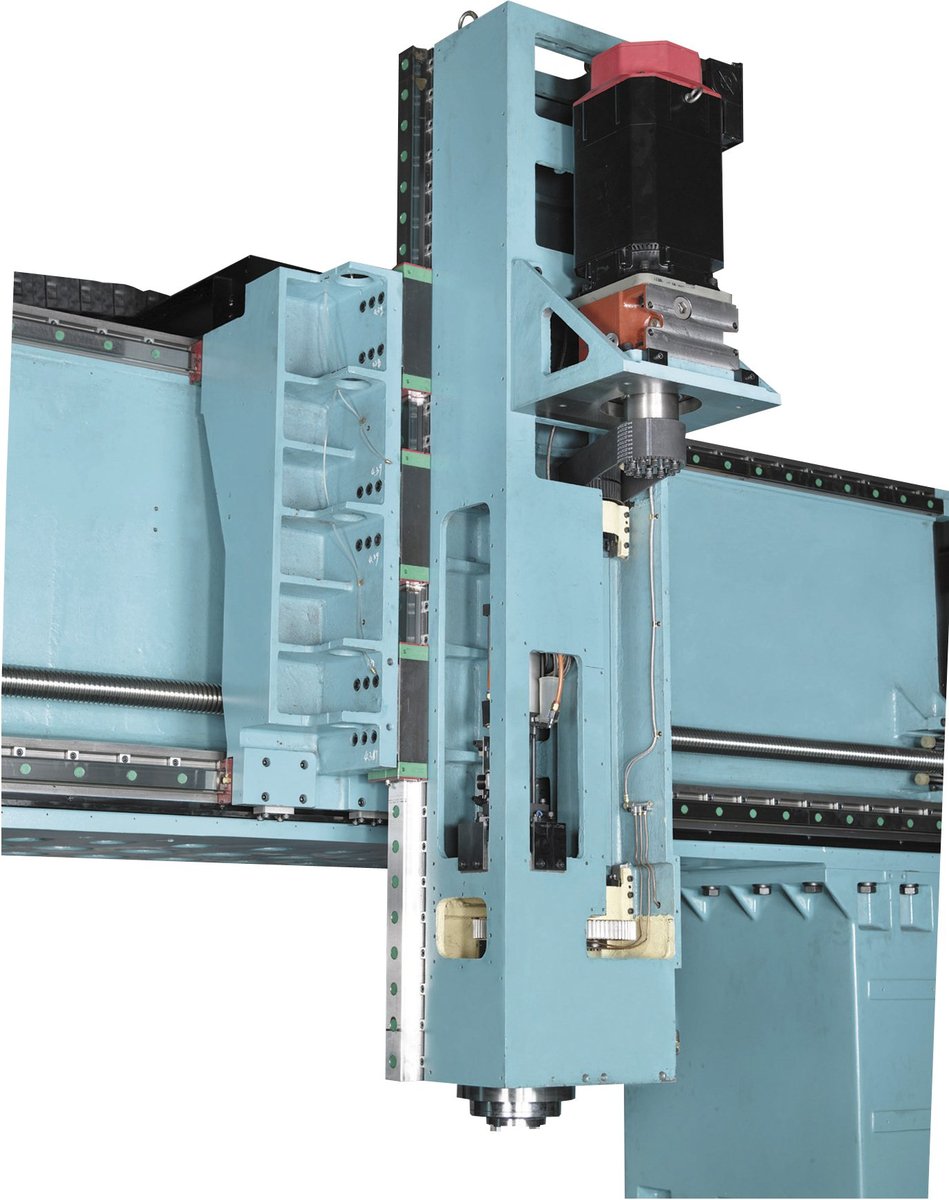 В серии SD шпиндельная бабка имеет оптимальные проорции 1:1,25. Данная конструкция уменьшает общий вес шпиндельной бабки, в тоже время позволяет шпинделю проникать глубже в заготовку. В базовой комплектации установлено дополнительное масляное охлаждение шпинделя, что обеспечивает равномерное распределение температур, а соответственно устойчивость к перегреву, предотвращая тепловые деформации. Такая внутренняя система охлаждения позволяет вести более плавную точную обработку. Установка холодильника СОЖ (опция) применяется для стабилизации температурных режимов работы инструмента и оборудования, позволяет эффективно охлаждать циркулирующую СОЖ, что обеспечивает работу шпинделя при постоянной температуре и сохраняет точность обработки более длительное время.  Благодаря подаче СОЖ изнутри охлаждается весь шпиндель, инструмент, пластина и заготовка. Подача СОЖ под высоким давлением (до 70 бар) непосредственно в зону резания способствует образованию более мелкой сегментной стружки и позволяет применять инструмент для выполнения операций глубокого сверления и фрезерования сложноконтурных поверхностей. 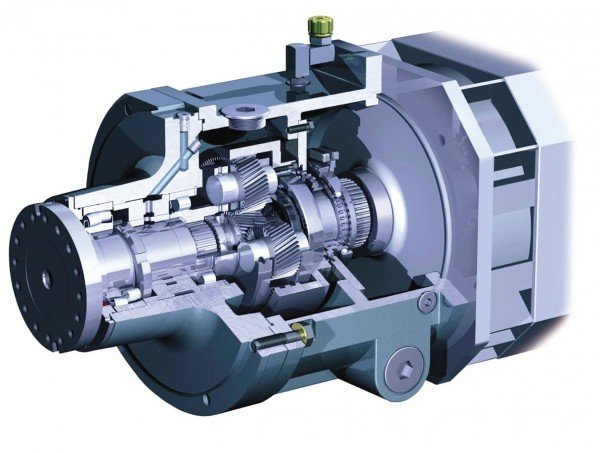 Зубчатые колеса ZF-редуктора изготовлены из высококачественных сталей, точно отшлифованы и прикатаны, закалены и стрессоустойчивы к высоким нагрузкам, с твердостью HRC 55-60. Зубчатая передача обеспечивает высокую стабильность, она способна передавать большие мощности и имеет относительно малые габариты. Коробка передач шпинделя обеспечивает высокий и низкий диапазон скоростей: диапазон высоких скоростей для высокоскоростной обработки; низкий диапазон скоростей обеспечивает большой крутящий момент для тяжелой обработки. Для более быстрого и качественного отвода стружки из рабочей зоны станок оснащен в базовой комплектации 2-мя стружкоуборочными транспортерами шнекового типа и одним ленточным транспортером. Рабочей камерой винтового транспортера служит пустотелый цилиндр, внутри которого установлен винт (шнек), опирающийся на подшипниковые узлы. Производительность винтового транспортера зависит от диаметра, шага и частоты вращения винта. Стружка с винтовых транспортеров поступает на линейный транспортер и отводится в специальный бак. Наличие стружкоуборочных транспортеров сокращает время простоя оборудования, значительно облегчает процесс технического обслуживания и уборки станка.   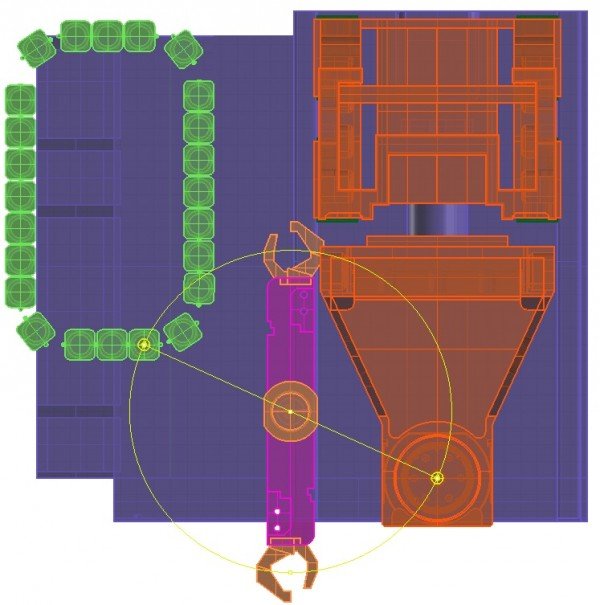 Инструментальный магазин с манипулятором располагается вне рабочей зоны. Процесс смены инструмента начинается с перемещения шпинделя по осям Y и Z в определенное крайнее положение, а сама смена инструмента осуществляется с помощью 2-х плечевого манипулятора. Инструментальный магазин и шпиндельная бабка станка при этом находятся в неподвижном состоянии, что значительно сокращает время на смену инструмента. Индуктивные датчики контролируют наличие инструмента и правильность положения держателя инструмента в гнезде. Инструментальный магазин отделён от рабочей зоны перегородкой (кожухом) из нержавеющего материала. Благодаря этому инструменты и устройство смены инструментов защищены от грязи. В качестве дополнительной опции возможна установка 40, 60, 80 и 120-позиционного инструментального магазина.  Данное устройство позволяет установить деталь с привязкой к ЧПУ станка, позволяет произвести измерения размеров заготовки в процессе ее обработки и для контроля обработанных после переналадки станка деталей с автоматическим обновлением коррекции на инструмент. Контактные измерения позволяют отказаться от использования дорогостоящих зажимных приспособлений и длительной процедуры выставления заготовки относительно осей станка вручную с помощью циферблатных индикаторов. Использование измерительных датчиков, установленных в шпиндель станка, дает следующие преимущества:
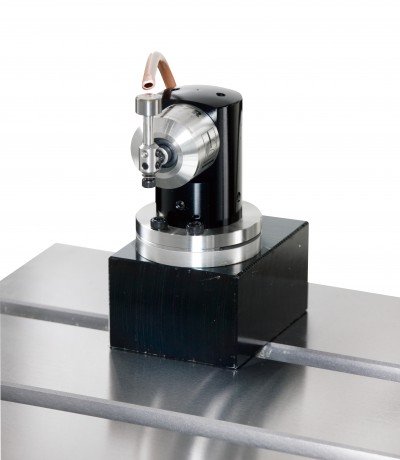
Устройство измерения инструмента Tool Laser Probe NC4 или Tool Probe TS27R (опция) Система наладки инструмента позволяет измерить размер инструмента перед резанием и проверить наличие повреждений или поломки инструмента в процессе обработки на станке. Процедура использования плоскопараллельных концевых мер и ввод поправок в ручном режиме занимают много времени и сильно подвержены влиянию человеческого фактора. Между тем, датчики для наладки инструмента легко устанавливаются на станки с ЧПУ и позволяют автоматизировать наладку инструмента. Это дает следующие преимущества:
   Это устройство работает совместно с устройством ATC (автоматической смены инструмента) и максимально повышает эффективность циклов работы станка путем автоматической смены и инструментов и обрабатывающих головок. Существует возможность применения дополнительных ручных фрезерных головок, но для автоматизации процесса и сокращения времени простоя оборудования целесообразнее применять автоматические фрезерные головы с использованием автоматических сменщиков.  Угловая фрезерная головка ВТ 50/90° с макс. скоростью 3500 об/мин, угловой шаг 5°  Угловая фрезерная головка ВТ 50/90° с макс. скоростью 3500 об/мин, угловой шаг от 1° до 5°  Вертикальная фрезерная головка ВТ 50/Ø300 мм или ВТ 50/Ø500 мм с макс. скоростью 3500 об/мин  Угловая фрезерная головка ВТ 50/90° с макс. скоростью 3500 об/мин, угловой шаг 5° Применение автоматических фрезерных головок и автоматических сменщиков значительно расширяет функциональные и технологические возможности данного оборудования, а также уменьшает производственный цикл изготовления детали за счет концентрации обработки на одном станке, тем самым повышая его эффективность и снижая срок окупаемости вложенных инвестиций. В таблице представлены технические характеристики автоматических фрезерных головок.   Реечная передача – один из видов механических передач, преобразующий поступательное движение во вращательное и наоборот. Основными достоинствами реечной передачи является компактность, жесткость, что обеспечивает высокий КПД, и долговечность.  Похожие станки:
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

DEGID: #401181 |
Контактная информация: |

