|
СКАЧАТЬ КАТАЛОГ
|
Токарный станок с ЧПУ DMC DL 25SY (арт.1630325)
Токарный станок с ЧПУ DMC DL 25SY
Технические характеристики
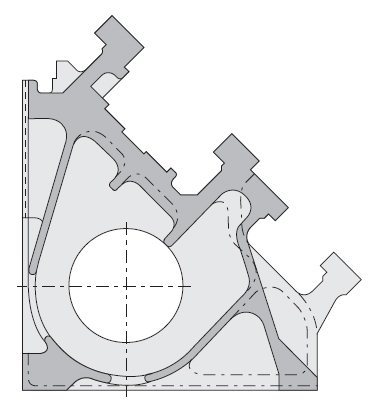
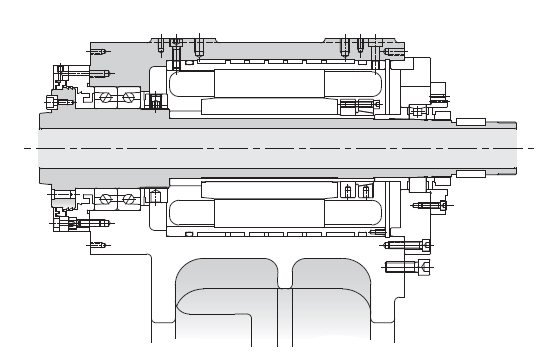
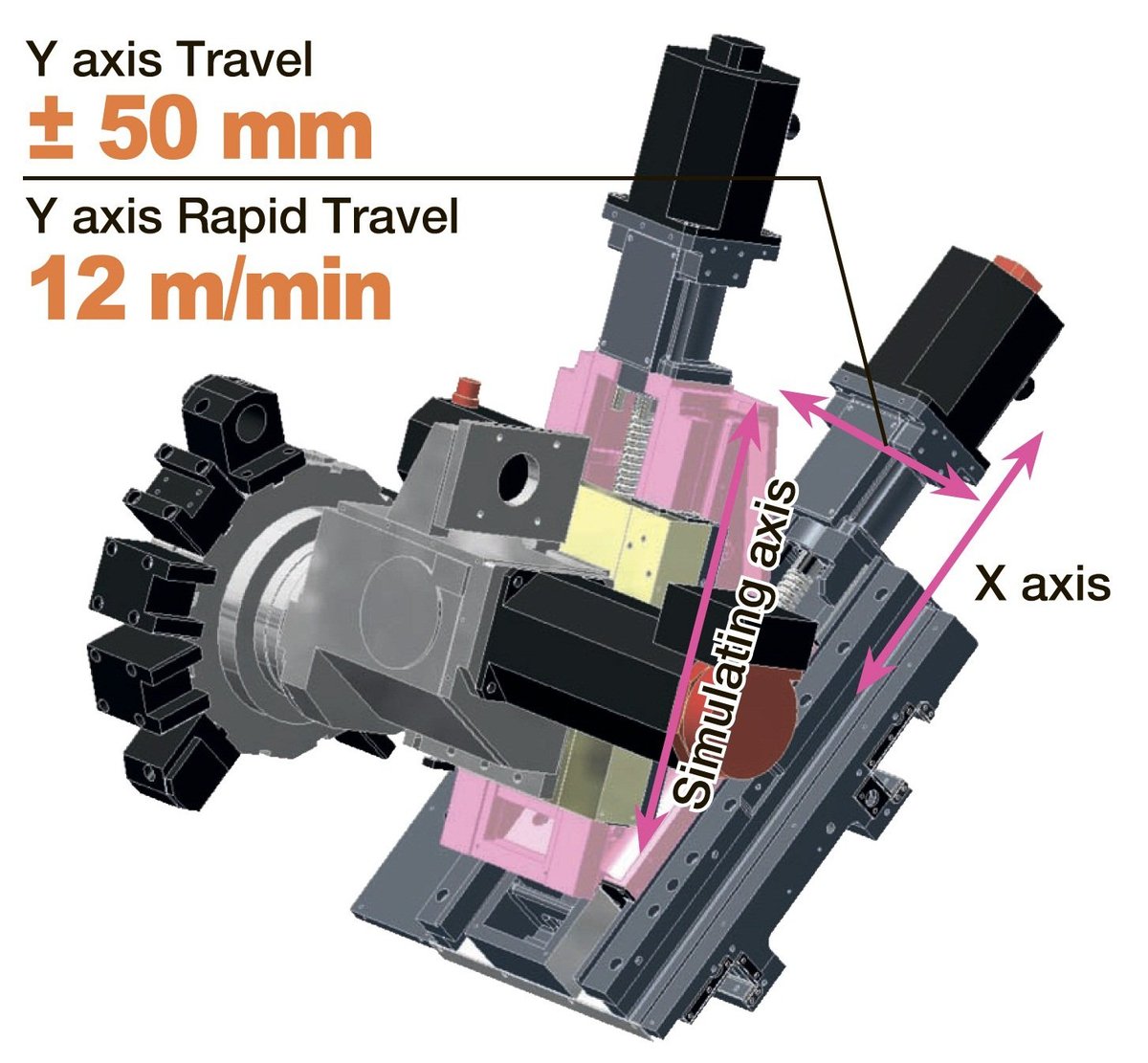
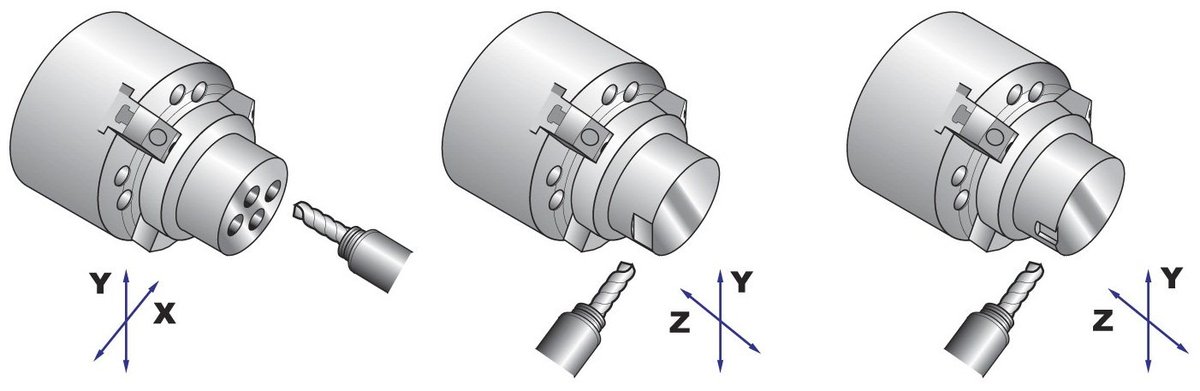
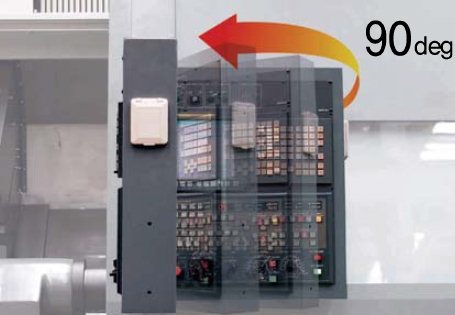
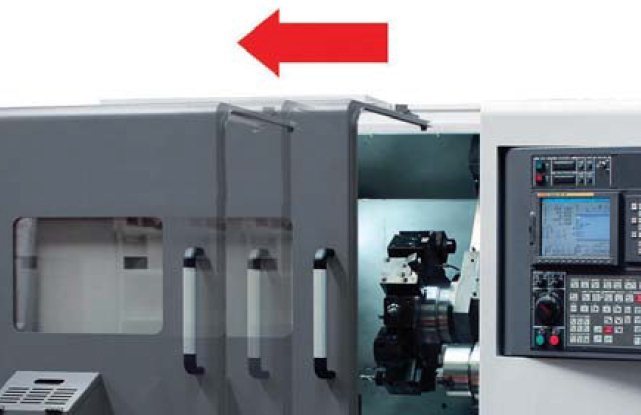
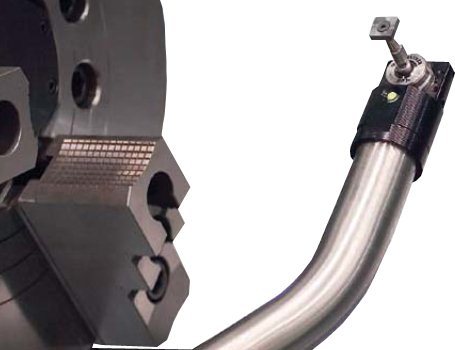
Описание станкаСтанина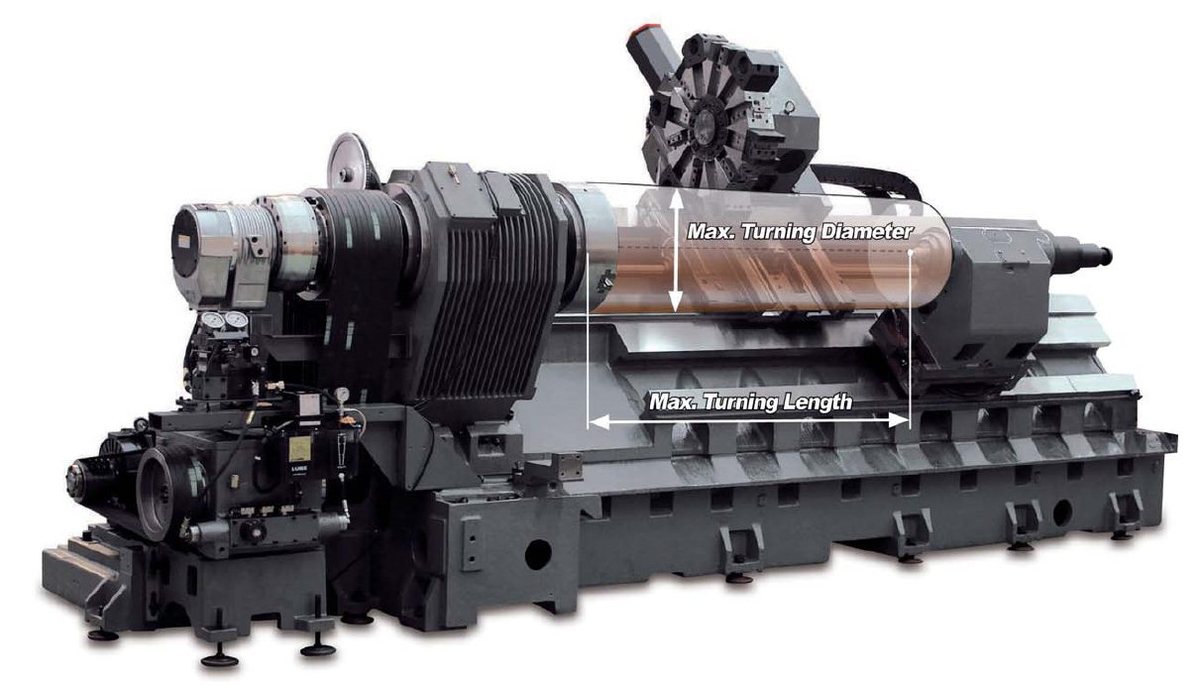 Исполнение станины с наклоном под 45º обеспечивает легкий доступ к заготовке в рабочей зоне, эффективное стружкоудаление, удобное расположение систем управления позволяет быстро и эффективно проводить плановое техническое обслуживание. Направляющие коробчатого типаПрименение направляющих скольжения коробчатого типа (Box Way) позволяет выполнять обработку со съемом припуска большой величины с высокой точностью и гарантировать долговременную стабильную работу станка.Жесткие шестигранные направляющие со специальным покрытием Turcite уменьшают трение и вибрацию. Такая конструкция направляющих не подвержена деформации даже при тяжелых скоростных режимах резания. Шарико-винтовые парыПо всем осям ШВП имеют три точки крепления: по краям и посередине.Такая компоновка гасит вибрацию и отжим винта при резании, тем самым повышая точность изготовления детали. Специальная термообработка ШВП, предварительный натяг и отсутствие скольжения значительно увеличивают рабочий ресурс пары. Двухскоростная коробка передачВысокоточная двухскоростная коробка передач получила высшую оценку по бесшумности по системе JIS.Максимальный крутящий момент достигается на первой ступени коробки. Для обеспечения наилучших результатов при резании и недопущения передачи вибрации от основного двигателя на шпиндель коробка передач расположена на расстоянии от него. Шпиндельная бабкаШпиндель поддерживается высокоточными подшипниками класса P4.Шпиндельная бабка с высоким коэффициентом отдачи тепла имеет ребристую структуру, что минимизирует деформацию шпиндельной бабки от нагревания и предотвращает изменение точности при повышении температуры. Встроенный противошпиндель с углом индексации 0,001° позволяет проводить обработку детали с двух сторон без ее переустановки. Инструментальный револьвер с осью YПрименение револьверной головы с приводным инструментом позволяет выполнять высокоточные токарные операции и операции фрезерования без использования специальной оснастки и с одной установки детали. Приводной инструмент позволяет выполнять осевое, радиальное сверление и фрезерование, а также операции под углом, применяя приводные угловые блоки.Таким образом, значительно расширяются функциональные и технологические возможности данного оборудования, а также уменьшает производственный цикл изготовления детали за счет концентрации обработки на одном станке. Стойка ЧПУЦентрализованная панель управления стойки ЧПУ может поворачиваться на 90 градусов.Оснащенная 8,4-дюймовым цветным ЖК-монитором, предоставляет оператору удобства при работе с различными диалоговыми окнами, а также сигнализирует об ошибках в процессе обработки. Отдельный бак для СОЖДля обеспечения стабильной работы машины резервуар для СОЖ удален от объектов с повышенной отдачей тепла.Большой бак охлаждающей жидкости обеспечивает удобство при удалении стружки, смены охлаждающей жидкости и упрощает техническое обслуживание системы. Автоматическая дверь рабочей зоны (опция)Эта система автоматически открывает и закрывает двери станка по команде программы, чтобы снизить усталость оператора, а также позволяет автоматически выполнять операции при использовании роботизированного устройства загрузки / выгрузки.Ленточный стружкоуборочный транспортер (опция)Предназначен для отвода стружки из рабочей зоны станка во время работы и для удобства уборки оборудования оператором.Устройство предварительной настройки инструмента (опция)Автоматическое устройство для предварительной настройки инструмента манипуляторного типа с гидроприводом, обеспечивает быструю и точную настройку инструмента.Позволяет программно регулировать компенсацию износа инструмента. Гидравлический неподвижный люнет (опция)Обеспечивает стабильную и точную обработку длинных деталей при тяжелых режимах обработки.Быстрая переналадка люнета снижает время простоя при переналадке и повышает производительность в целом. Шпиндель и суппорт приводятся в движение от асинхронных двигателей, что обеспечивает быстрое позиционирование с минимальным временем отклика, высокие скорости быстрых перемещений. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

DEGID: #401444 |
Контактная информация: |