|
СКАЧАТЬ КАТАЛОГ
|
Бесцентровый шлифовальный станок JAGURA JAG - 20C (арт.JAG - 20C)
Бесцентровый шлифовальный станок JAGURA JAG - 20C
Производитель оборудования: Jagura (Тайвань) Технические характеристики
Описание станкаВ зависимости от исполнения на станке устанавливается от 1 до 6 осей, управляемых от ЧПУ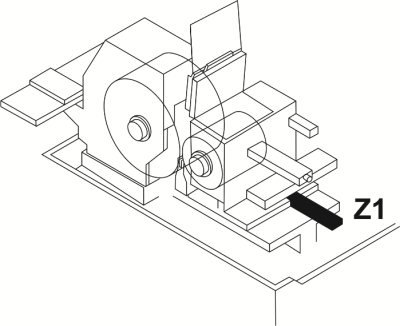 Z1 - Контроль подающего круга по нижним салазкам  X1 - Правка шлифовального круга (вертикально) Z1 - Контроль подающего круга по нижним салазкам 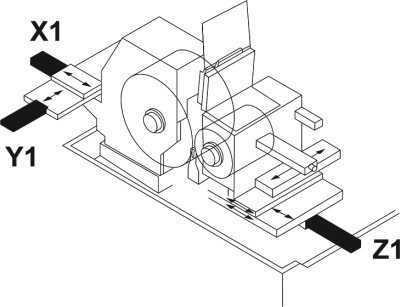 X1 - Правка шлифовального круга (вертикально) Y1 - Правка шлифовального круга (горизонтально) Z1 - Контроль подающего круга по нижним салазкам 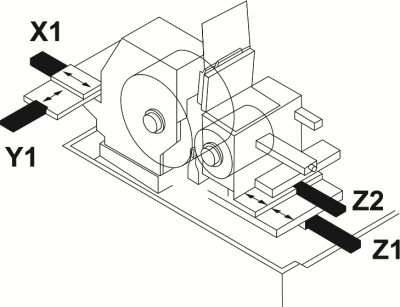 X1 - Правка шлифовального круга (вертикально) Y1 - Правка шлифовального круга (горизонтально) Z2 - Контроль подающего круга по верхним салазкам Z1 - Контроль подающего круга по нижним салазкам 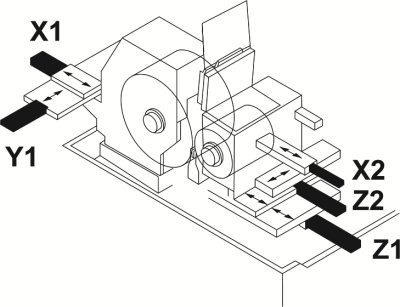 X1 - Правка шлифовального круга (вертикально) Y1 - Правка шлифовального круга (горизонтально) X2 - Правка подающего круга (вертикально) Z2 - Контроль подающего круга по верхним салазкам Z1 - Контроль подающего круга по нижним салазкам 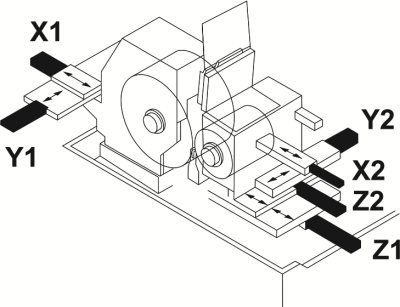 X1 - Правка шлифовального круга (вертикально) Y1 - Правка шлифовального круга (горизонтально) X2 - Правка подающего круга (вертикально) Y2 - Правка подающего круга (горизонтально) Z2 - Контроль подающего круга по верхним салазкам Z1 - Контроль подающего круга по нижним салазкам Преимущества бесцентрового шлифования (по сравнению с круглым центровым шлифованием): возможность шлифования деталей очень малого диаметра и большой длины, а также деталей, не имеющих центровых отверстий; шлифование деталей с большими подачами, благодаря большой жесткости станков и наличия опоры по всей длине, подвергающейся давлению шлифовального круга; простота обслуживания станков, не требующая рабочих высокой квалификации; простота встраивания в автоматические линии. Погрешности, получающиеся от неточности подачи круга или от его износа, в два раза меньше, чем на центровых станках, так как они относятся не к радиусу, а к диаметру детали. 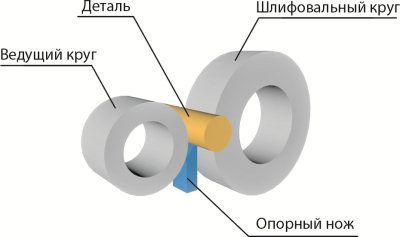 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

DEGID: #401481 |
Контактная информация: |