|
СКАЧАТЬ КАТАЛОГ
|
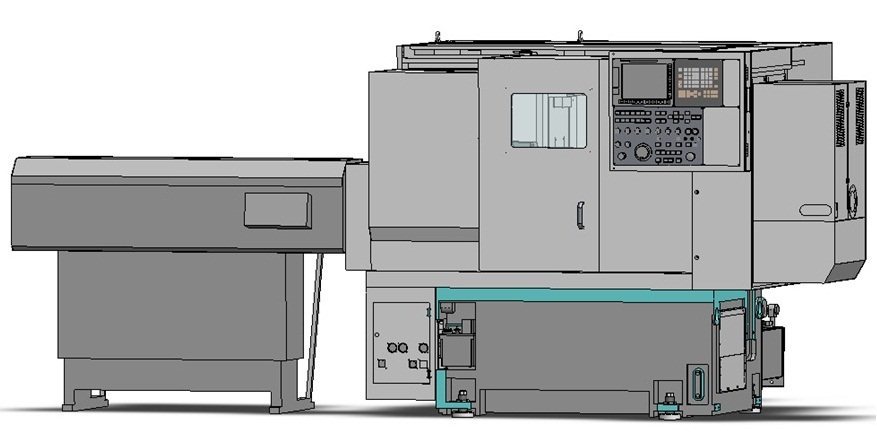
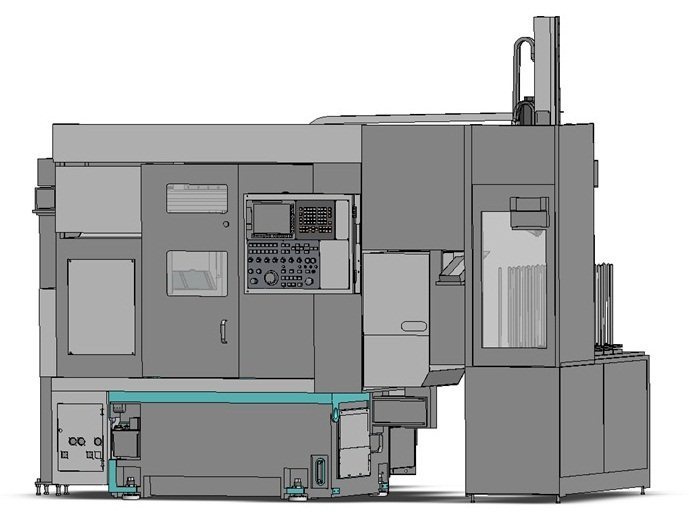
Токарный станок с ЧПУ Takisawa TCY-200 S (арт.1630349)
Токарный станок с ЧПУ Takisawa TCY-200 S

Технические характеристики
| Макс. диаметр заготовки, устанавливаемой над станиной |
мм |
Ø 340 |
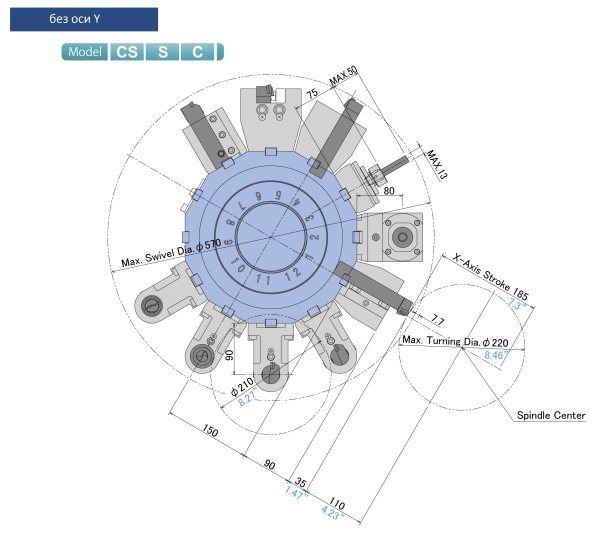
| Макс. диаметр точения |
мм |
Ø 220 |
| Макс. длина точения |
мм |
L3: 254, L5: 454 |
| Расстояние между центрами |
мм |
L3: 583, L5: 783 |
| Макс. диаметр обрабатываемого прутка в главном/ противошпинделе |
мм |
Ø 51/ Ø 42 |
| Перемещения |
| Ход по оси Х (револьверная головка) |
мм |
185 |
| Ход по оси Z (револьверная головка) |
мм |
L3: 330, L5: 530 |
| Ход по оси Y (револьверная головка) |
мм |
- |
| Ход по оси A (противошпиндель) |
мм |
L3: 380, L5: 580 |
| Главный шпиндель |
| Размер патрона главного шпинделя |
мм |
Ø 200 |
| Частота вращения шпинделя |
об/мин |
3200 |
| Точность позиционирования шпинделя (ось С) |
град |
- |
| Присоединительный торец шпинделя |
мм |
A2-6 |
| Диаметр отверстия в главном шпинделе |
мм |
Ø 63 |
| Противошпиндель |
| Размер патрона противошпинделя |
мм |
Ø 150 |
| Точность позиционирования противошпинделя (ось С) |
град |
- |
| Присоединительный торец противошпинделя |
мм |
Ø 140 flat |
| Диаметр отверстия в противошпинделе |
мм |
Ø 53 |
| Револьверная головка |
| Количество инструментальных позиций |
шт |
12 |
| Размеры инструмента для наружной обработки |
мм |
25 × 25 |
| Размеры инструмента для внутренней обработки |
мм |
Ø 32 |
| Количество приводных инструментальных позиций |
шт |
- |
| Частота вращения приводного инструмента |
об/мин |
- |
| Ускоренные перемещения |
| По оси X/ Z/ Y |
м/мин |
20/ 24/ - |
| По оси A |
м/мин |
20 |
| По оси C |
м/мин |
- |
| Задняя бабка |
| Перемещение задней бабки |
мм |
- |
| Конус задней бабки |
|
- |
| Мощностные характеристики |
| Мощность главного шпинделя |
кВт |
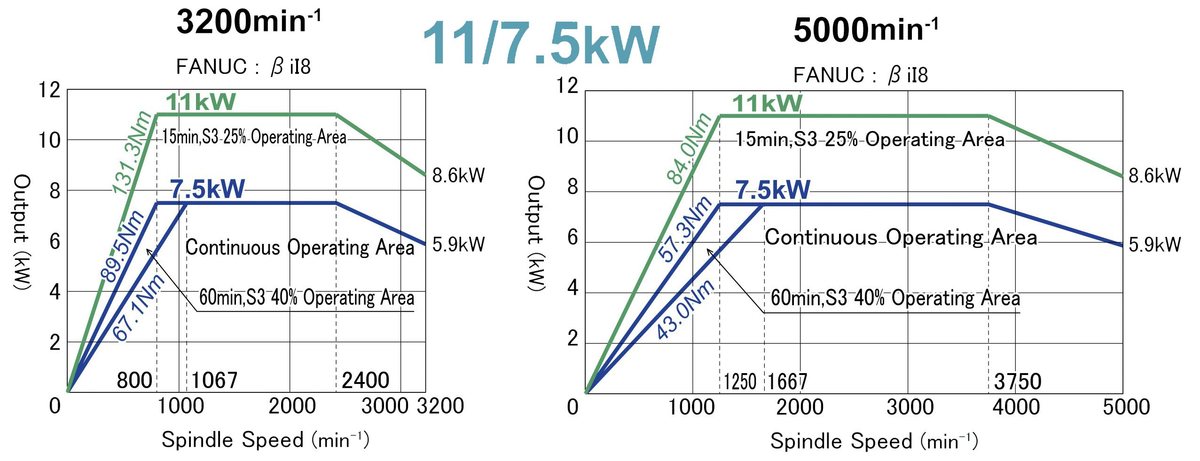
7,5/ 5,5 (11/ 7,5 опция) |
| Мощность противошпинделя |
кВт |
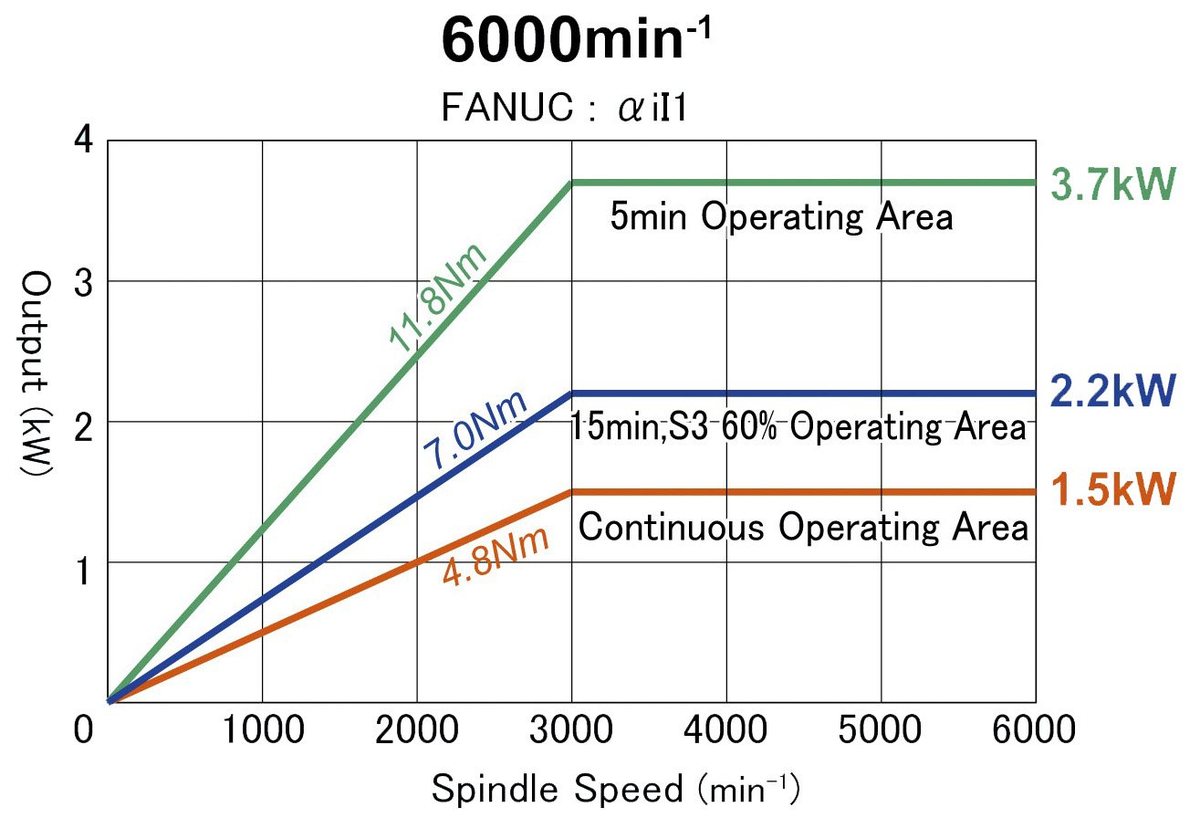
3,7/ 2,2 |
| Мощность приводного инструмента (5 мин/15мин/const) |
кВт |
- |
| Мощность двигателя осей |
кВт |
X, A:1,2/ Z:1,4 |
| Мощность гидравлической помпы |
кВт |
0.75 |
| Мощность помпы охлаждения |
кВт |
0.25 |
| Потребляемая мощность |
кВА |
16 |
| Емкость бака |
| Бак гидростанции |
л |
19 |
| Бак системы смазки |
л |
1.8 |
| Бак системы охлаждения |
л |
L3: 200, L5: 250 |
| Габаритные размеры |
| Высота станка |
мм |
1700 |
| Длина × ширина |
мм |
L3: 2500×1695, L5: 2860×1795 |
| Вес |
кг |
L3: 3500, L5: 4100 |
| Артикул | 1630349 |
Стандартная комплектация:
- ЧПУ Fanuc 31i-A + 8,4″ цветной дисплей;
- Главный шпиндель Ø 200 мм (8″) без патрона;
- Противошпиндель Ø 200 мм (8″) без патрона;
- Гидроцилиндр главного и противошпинделя;
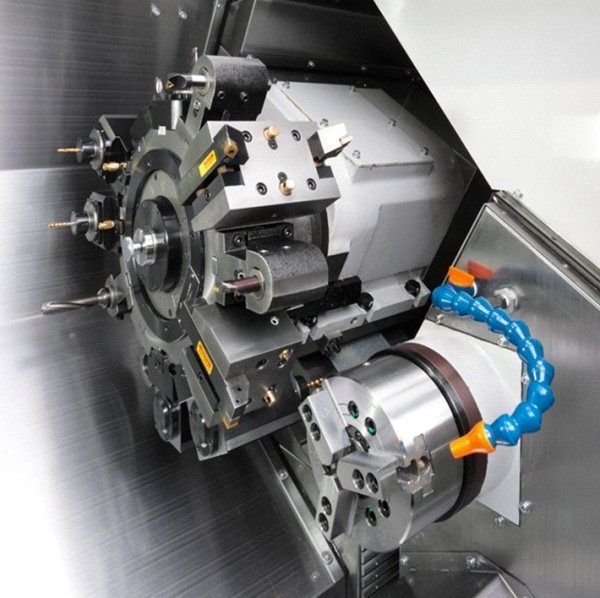
- 12-позиционная револьверная головка;
- Вспомогательный инструмент;
- Инструкция по эксплуатации.
|
|
Дополнительная комплектация:
- Увеличение длины станка до L5;Fanuc 31i-A + 10,4″ цветной дисплей с Tiwap-1 (диалоговое программирование, 3D симуляция);Внешний программируемый воздушный обдув главного шпинделя;2-х ступенчатый зажим программируемый зажим патрона;Программируемый воздушный продув через шпиндель;
- Программируемая подача СОЖ через шпиндель;Внутренний упор шпинделя, регулировка 0-200 мм;
- Увеличение частоты вращения главного шпинделя до 5000 об/мин;Увеличение частоты вращения противошпинделя до 6000 об/мин;Увеличение мощности главного шпинделя до 11/ 7,5 кВт;Заглушка для свободной позиции револьверной головки;
- Резцедержатель для наружной обработки;Двухсторонний резцедержатель для наружной обработки;Резцедержатель для торцевой обработки;Резцедержатель для отрезного инструмента;Резцедержатель для расточного инструмента;
- Двухсторонний резцедержатель для расточного инструмента;Резцедержатель для корпусных сверл (U-drill);Переходная втулка для расточного инструмента;Переходная втулка для сверл МК1,2,3,4;Переходная втулка для корпусных сверл (U-drill);
- Счетчик деталей;Счетчик инструмента;
- Сигнальная лампа 3-х цветная;Устройство предварительной настройки инструмента (ручное съемное) для длины L3;Устройство предварительной настройки инструмента (ручное съемное) для длины L5;
- Помпа высокого давления СОЖ 9 бар;
- Улавливатель готовых деталей для главного шпинделя;Улавливатель готовых деталей для противошпинделя;Выталкиватель деталей пружинный;
- Выталкиватель деталей воздушный;Функция автоматического выключения станка;Интерфейс для установки робота;Стружкоуборочный конвейер с задней стороны станка;Стружкоуборочный конвейер с правой стороны станка;Подготовка для установки стружкоуборочного конвейера + поддон;
- Бак для стружки;
- 3-кулачковый патрон B-208 (Ø 200 мм со сквозным отверстием Ø 52 мм);2-кулачковый патрон BT-208 (Ø 200 мм со сквозным отверстием Ø 52 мм);
- 3-кулачковый патрон BL-208 (Ø 200 мм со сквозным отверстием Ø 45 мм).
|
Описание станка
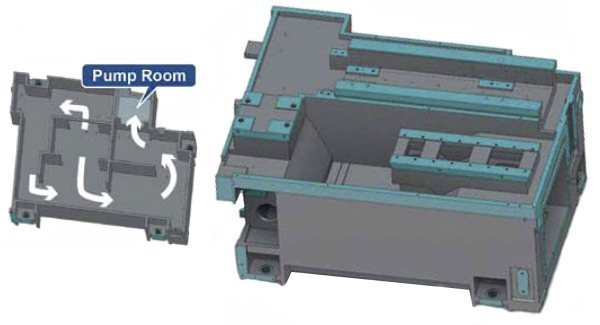
Компания Takisawa выпускает широкую линейку токарных станков с ЧПУ, позволяющую подобрать функционально оптимальный станок, позволяющий удовлетворить любые производственные задачи. Плюс широкий набор опций позволяет сконфигурировать машину для обеспечения максимально эффективного производства. СтанинаСтанина – это основная несущая конструкция станка, которая служит для монтажа деталей и узлов станка; относительно неё ориентируются и перемещаются подвижные детали и узлы.
Литая станина обеспечивает высокую точность, оптимизацию веса и, как следствие, оптимизацию нагрузочных способностей и распределения температур. В основании станины имеются внутренние соединительные каналы, которые позволяют охлаждающей жидкости циркулировать и обеспечивать эффективное охлаждение. 12-позиционная револьверная головка с приводным инструментомНаличие приводного инструмента позволяет выполнять разнообразные фрезерные операции, что значительно расширяет возможности станка. Быстрая смена инструментов сводит к минимуму время холостых ходов, что сокращает время простоя оборудования и повышает производительность в целом.
Мощность двигателя приводного инструмента 5мин/15мин/const составляет 3,7/ 2,2/ 1,5 кВт соответственно. Задняя бабкаЗадняя бабка предназначена для поддержания длинных и тяжелых заготовок, для увеличения жесткости и точности обработки.
Широкие направляющие задней бабки обеспечивают необходимую точность даже при тяжелых режимах резания. Компания Takisawa не только постоянно расширяет модельный ряд станков, но и активно предлагает разнообразные системы автоматизации производства и создание комплексных автоматизированных модулей.
|