|
СКАЧАТЬ КАТАЛОГ
|
Гидравлический листогибочный пресс с ЧПУ Adira PA-16030 (арт.PA-16030)
Гидравлический листогибочный пресс с ЧПУ Adira PA-16030
Технические характеристики
Описание станкаКомпания Adira была основана в 1956 году в Португалии и на сегодняшний день является одним из крупнейших европейских производителей металлообрабатывающего оборудования. Продукция компании отвечает всем европейским требованиям по безопасности и энергоэффективности и является высокоточным, высококачественным, долговечным оборудованием. Все серии станков Adira производятся полностью с использованием комплектующих изделий ведущих европейских производителей. Завод, где собираются листогибочные пресса, гильотины и установки лазерной резки, находится в г.Порту на западе Португалии в наиболее промышленно-развитой ее части. Именно поэтому, листогибочный пресса, гильотины и установки лазерной резки фирмы Adira можно назвать полностью на 100% европейским продуктом. Задний упор управляется по осям X и R бесщеточными серводвигателями с максимальным уровнем безопасности, который обеспечивается лазерными барьерами, управляемыми программируемыми логическими контроллерами. Самые последние достижения и инновационные решения, примененные при разработке жесткой рамы станка, позволили достигнуть высокой производительности и точности при выполнении гибов. Параллельность верхней балки, точность остановки и повторяемость глубины изгиба (менее 0,01 мм с возможным измерением толщины обрабатываемого материала) гарантированы эффективным взаимодействием всех электронных и гидравлических компонентов. Считывание точки остановки верхней балки не зависит от гидравлического давления, температуры масла и распределения гибочных усилий между балками гибочного пресса. Быстрое и плавное изменение скорости, сокращение времени рабочего цикла делают работу станка более эффективной и удобной для оператора. Основные характеристики
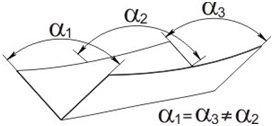
Работа гибочного прессаДля правильного использования пресса и для того, чтобы обеспечить долгий срок его службы, рекомендуется, чтобы усилие гибки всегда устанавливалось исходя из материала и толщины листа, а также длины гиба. Установка более высокого усилия может привести к тому, что работа будет выполнена с погрешностями, а также к повышенному износу насоса из-за перегрузки, более частой замене масла, повреждению инструмента и повышенному расходу энергии.Система компенсации прогиба столаЛистогибочные пресса при достаточно большой длине гиба имеют свойство рабочего стола прогибаться под нагрузкой на некоторую величину. Если не компенсировать эту величину прогиба, то результатом гибки будет непостоянный угол сгиба по всей длине заготовки.При производстве гибочных прессов компания Adira использует системы компенсации прогиба стола производства компании Wila, которая имеет более чем 20-летний опыт производства таких систем. Листогибочные пресса комплектуются системами компенсации прогиба NSCR I и NSCR II с ручным или автоматическим управлением от ЧПУ сервоприводом. Система клиновой компенсации прогиба запатентована компанией Wila и обеспечивает компенсацию прогиба по всей длине матрицы. Механически система состоит из определенного количества (зависит от длины рабочего стола) парных клиньев, каждая пара работает в разных сечениях, имеет свою величину компенсации, отличную от остальных. Таким образом, достигаются превосходные результаты гибки. Лазерная система контроля угла гибкиПринцип работы лазерной системы контроля угла гибки основан на сканировании отраженного от поверхности заготовки лазерного луча с помощью CCD камеры.Результат гибки в значительной степени зависит от коэффициента упругой деформации материала. Для снижения влияния этого фактора происходит перерасчет соответствующего усилия гибки (дожим). Система лазерного контроля обеспечивает точность угла гибки в пределах ±0,2° сразу после первого гиба вне зависимости от толщины материала, его физико-механических характеристик, качества и длины гиба. Все расчеты производятся автоматически системой ЧПУ. Для этого система оборудуется тензометрическими датчиками. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

DEGID: #401709 |
Контактная информация: |