|
СКАЧАТЬ КАТАЛОГ
|
Листоправильный станок MG SP 2510 (арт.9412415)
Листоправильный станок MG SP 2510
Технические характеристики
Описание станкаСтанок представляет собой прочную конструкцию, предназначенную для правки листового металлопроката при движении его между вращающимися нижними приводными и верхними, регулирующимися по высоте, валками. Листоправильный станок применяется в производстве строительных материалов, химической промышленности, в машиностроении, на заводах металлоконструкций.  Прижимные валкиПрижимают лист и называются валами подачи. Верхний прижимающий вал гидравлически регулируется в направлении вверх и вниз, а нижний вал фиксирован. Это нужно для того, чтобы вытягивать металл из рулона и подавать сквозь станок. Для регулировки положения верхнего прижимающего вала (вверх/вниз) существует переключатель на панели управления. В добавление к нему имеется также функция «постоянного давления» прижимающего вала. Давление прижима может составлять от 10 до 100 бар, что видно на манометре на панели гидросистемы.Правильные валкиНа станке кроме прижимных валов имеются также выпрямляющие валы, которые непосредственно выправляют лист. Верхние выпрямляющие валы управляются гидравлически, положение каждого независимо от других регулируется вверх и вниз. Настройка положения этих валов осуществляется с помощью переключателей на панели управления. Нижние выпрямляющие валы фиксированы. Каждый из верхних валов имеет свой набор цифровых датчиков, показывающих положение обоих его концов в мм на панели управления. Когда просвет между валами составляет 0 мм (т.е. теоретически толщина листа 0 мм), на цифровом датчике должно появиться значение «00.0».Значения положений валов следует подбирать для каждой толщины листа и типа материала (предела текучести металла и т.п.). Регулировка параллельности валовЦифровые датчики показывают положение концов валов в миллиметрах. Перед работой нужно удостовериться, что каждый вал установлен параллельно (датчики на обоих его концах показывают одно и то же значение). Если это не так, правый и левый концы вала могут регулироваться независимо для настройки параллельности. Регулировка положения концов валов осуществляется кнопками со стрелками «Ý» и «ß», расположенными под цифровыми датчиками на панели управления.РольгангиВходной и выходной рольганги предназначены для передачи заготовки в зону правки и её выхода. Рольганг состоит из сварной рамной конструкции с установленными на нее роликами. Все ролики приводные, связанные между собой цепной передачей. Отбор мощности для привода роликов рольганга осуществляется непосредственно от привода правильных валков посредством цепной передачи. На шкивах крайних нижних правильных роликов с каждой стороны установлены ведущие звездочки, благодаря этому так же осуществляется синхронизация скорости вращения роликов рольганга и правильных валков. ЧПУ Touch Command обеспечивает полный контроль параллельности и регулирования положения валков. В верхней части окна отображается положение девяти вертикальных осей. Все значения отсчитываются от плоскости, касательной к нижним валкам. Отрицательное значение показывает, что верхний валок находится ниже плоскости нижних валков. В верхнем левом углу окна отображается скорость перемещения по вертикальным осям.   Скорость регулируется от 0 до 100% при помощи потенциометра на панели управления; регулировка воздействует на вертикальное перемещение как в автоматическом, так и в ручном режиме (при помощи джойстиков). Более низкая скорость может быть полезна для более точного позиционирования как в ручном, так и в автоматическом режимах.  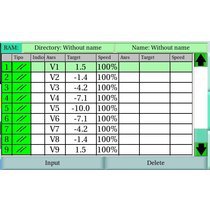 Для вставки/изменения значений в клетке сетки дважды кликните по ней, появится всплывающая клавиатура с метками осей или цифрами. На левой стороне окна, за двумя клавишами Reset, показана метка режима работы машины (автоматический или ручной, в зависимости от положения ключа выбора режима на панели управления), а также индикатор статуса рольганга подачи и счетчик листов. Система ЧПУ может выполнять следующие команды/инструкции:
Автоматическая генерация программыЧПУ предлагает функцию «быстрого программирования» при помощи которой можно автоматически генерировать последовательность вертикальных положений по осям соответствующую перевернутому треугольнику.  Использование машины не сводится к работе по автоматически генерируемым программам: пользователь может самостоятельно вносить шаги программы в сетку для достижения наилучших результатов в зависимости от материала листа, его толщины, степени и вида дефектов материала, требующих корректировки. База данных программПосле того, как все шаги программы внесены в сетку, она может быть записана в память ЧПУ и в дальнейшем доступна при помощи кнопки Programs, справа на экране.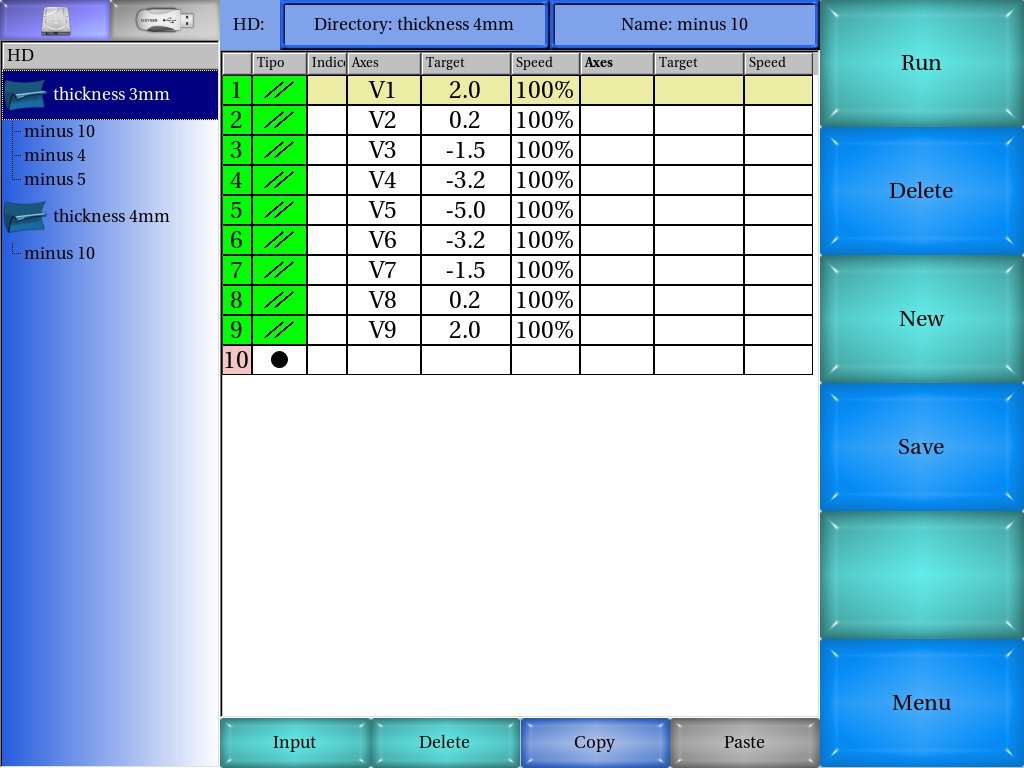 |
|||||||||||||||||||||||||||

DEGID: #401909 |
Контактная информация: |

