|
СКАЧАТЬ КАТАЛОГ
|
3-валковый гидравлический гибочный станок MG PH 3.240 (арт.PH 3.240)
3-валковый гидравлический гибочный станок MG PH 3.240
Технические характеристики
Описание станкаСерия PH - 3-валковые листогибочные станки с изменяемой геометрией валков.
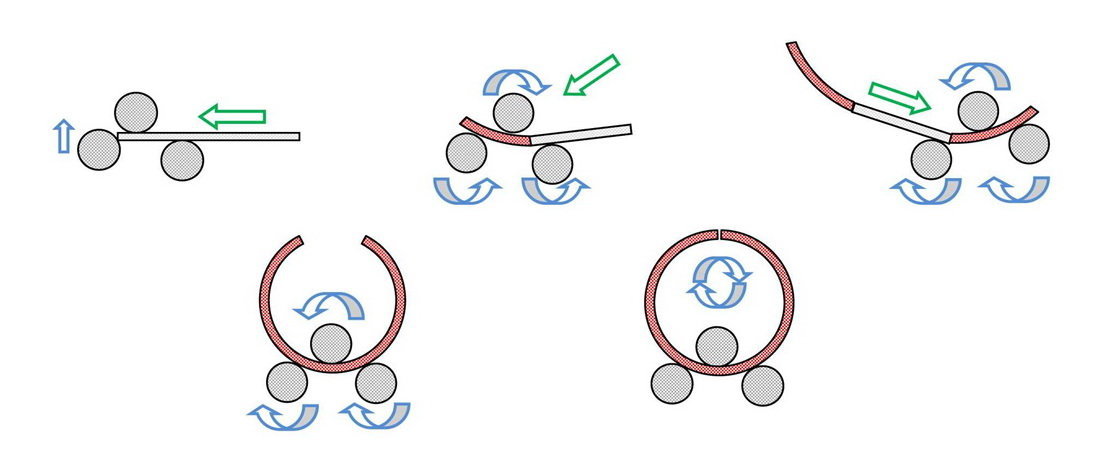
 Система привода станка Станок приводится в действие тремя гидравлическими приводами, напрямую подключенными к валкам с помощью шестерен частичной передачи движения и редукторов, обеспечивающих максимальную производительность при минимальных затратах сил. Движение передается приводам посредством гидравлической помпы, которая питается от электромотора. Затем это движение передается редукторам, и потом валкам. Все три валка являются моторизированными, что обеспечивает эффективное перемещение листа материала. Данный процесс крайне важен на этапе предварительной гибки, так как он позволяет расположить лист по центру валков с максимально возможной точностью и без ее потери. Это позволяет добиваться такой предварительной гибки, которая не превышает толщину листа в 1,5 или 2 раза. Минимальный возможный диаметр гибки зависит от нескольких факторов, таких как:
Диаметр верхнего валка станка влияет на минимальный диаметр гибки, так как невозможно получить диаметр, который был бы меньше диаметра верхнего валка. Боковые валки перемещаются максимально близко к центру верхнего валка, за счёт чего обеспечивается наименьший внутренний диаметр готового изделия К=1,1 к диаметру верхнего валка ( у станков с линейными направляющими К=1,3-1,5). Прямолинейный участок сокращается до 1,5-2,0 толщины материала (на станках с линейными направляющими прямолинейный участок составляет 3,0-5,0 толщины материала).   Профилирование валков Еще одна особенность технологий MG – применение различных способов профилирования валков в зависимости от толщины материала. Каждый станок MG отличается от другого, даже если они одной и той же модели, поскольку валки профилируются по-разному. Кроме того, в процессе гибки случаются моменты, не всегда заметные, когда валки начинают отклоняться; благодаря профилированию, они не достигают критической точки предела прочности и проявляют отличные рабочие качества при операциях гибки.  Благодаря применению высококачественных материалов с высоким сопротивлением, MG смогла разработать систему постоянной смазки. Так как применяются подшипники с автоматической смазкой, то смазать детали нужно только во время сборки станка. Техническое обслуживание станков MG не составляет труда, поскольку требуется лишь периодическое пополнение смазочного масла. Общее описание
Меры обеспечения безопасности в гидравлической системе:
Гидравлическая система
Электросистема
 Если станок выбирался внимательно, то минимальный подгиб будет в 1,5 или 2 раза больше толщины листа. Но даже в этом случае, многое зависит от предела текучести материала и его толщины. 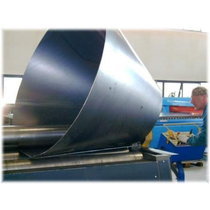 Гидравлическая система конусной вальцовки позволяет вальцевать конусообразные изделия. Это одна из наиболее сложных операций, выполняемых на станке, требующая специального опыта оператора. Так как данная операция отличается повышенной сложностью, ЭФФЕКТИВНОСТЬ ВСЕХ СТАНКОВ НЕОБХОДИМО ДЕЛИТЬ ПОПОЛАМ. То есть, станок может изготавливать конусы, длина и толщина которых ровно вдвое меньше номинальных значений. Похожие станки:
|
|||||||||||||||||||||||||||

DEGID: #401987 |
Контактная информация: |