|
СКАЧАТЬ КАТАЛОГ
|
Токарно-винторезный станок Denver HG-760×1200 (арт.1610025)
Токарно-винторезный станок Denver HG-760×1200Предназначен для обработки тяжелых крупногабаритных деталей.
Технические характеристики
Описание станкаСтанина Станина является базовой сборочной единицей станка, на которой монтируются остальные сборочные единицы. Точный по геометрии рез может быть получен только с «жёсткой» станиной, которая будет «гасить» возникающие при работе станка вибрации. В этом случае важную роль играет масса станины (а значит, и станка в целом), более тяжёлые станины лучше поглощают вибрации от агрегатов. Кроме того, станина должна обеспечивать устойчивость станка на ровном бетонном фундаменте. Элементы управления размещены на лицевой панели шпиндельной бабки 1 - индикатор включения/выключения помпы системы СОЖ 2 - тумблер включения/выключения помпы системы СОЖ 3 - индикатор питания 4 - тумблер питания 5 - аварийный останов станка 7 - отверстие смазочного устройства 8 - рычаги переключения передач 9 - индикатор уровня масла системы смазки 10 - указатель переключения передач 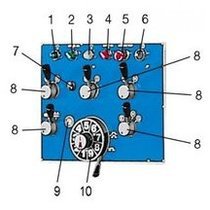   Предусмотрена возможность нарезания метрических, дюймовых, модульных, диаметральных резьб путем применения специальных прецизионных сменных зубчатых колес в гитаре станка. Работа в Метрической и Дюймовой системе измерения. Возможность нарезания дюймовых резьб с шагом две нити на дюйм (1"x2 T.P.I) – это гораздо больше чем множество моделей станков этого класса. ШпиндельГлавный шпиндель установлен на трех конических роликовых подшипниках. Шпиндель изготовлен из высокоуглеродистой стали прошедшей закалку. Преимуществом конических роликовых подшипников является стабильность положения тел качения (самовыравнивание роликов), что увеличивает долговечность подшипников.  Суппорт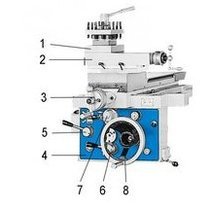 2 - поперечный суппорт 3 - маховик перемещения поперечного суппорта 4 - фартук 5 - рукоятка маточной гайки 6, 7 - рычаги включения/переключения подач 8 - маховик продольной подачи Суппорт рассчитан на большие усилия резания. Продольное и поперечное перемещение салазок суппорта производится с помощью маховиков, расположенных на фартуке. Ручная продольная подача производится маховиком, который вращает зубчатое колесо, катящееся по рейке, закрепленной на станине станка. Суппорт оснащен ускоренными продольными и поперечными подачами. Поворотный четырехпозиционный резцедержатель позволяет быстро подводить нужный резец и обеспечивает точность фиксации инструмента. В станке применена автоматическая централизованная система смазки направляющих и ходового винта, позволяющая автоматически дистанционно осуществлять смазку узлов станка. Система автоматической смазки состоит из электропривода насоса, фильтра масленого, индикатора уровня масла, реле давления, резервуара, релейного таймера подачи смазки. Таймер необходим для включения и выключения насоса смазки с определенным временным интервалом. Реле уровня служит для определения уровня масла. Индикатор масла используется для обозначения минимального уровня масла в резервуаре. Смазка узлов коробок передач и подач осуществляется с помощью масляного насоса , установленного в нижней части шпиндельной бабки.   Задняя бабка Опционально станок может быть оснащен защитными щитками и блокирующими устройствами, специальными предохранительными приспособлениями, обеспечивающими безопасность рабочего процесса. Защитные щитки выполнены откидными. Защитный щиток токарного патрона имеет блокирующий механизм, связанный с электрической цепью пуска и останова станка. Блокирующее устройство представляет собой систему контактов, замыкающих или размыкающих цепь питания электрическим током тех или иных рабочих органов. Защитный щиток резцедержателя выполнен в виде прозрачного экрана для удобства контроля процесса обработки. Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

DEGID: #40492 |
Контактная информация: |