|
СКАЧАТЬ КАТАЛОГ
|
Токарный станок с ЧПУ FCL-20TT (арт.1230002)
Токарный станок с ЧПУ FCL-20TTСтанки данной серии являются токарными станками нового поколения, разработанными с учетом европейских требований, предъявляемых к прецизионному металлорежущему оборудованию. Характеризуется высокой степенью точности и производительностью.
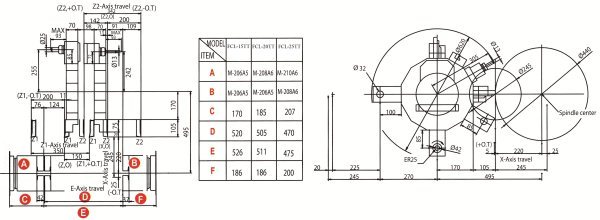
Технические характеристики
Описание станкаПреимущества токарных станков с ЧПУГлавным очевидным преимуществом от использования токарных станков с ЧПУ является более высокий уровень автоматизации производства. Случаи вмешательства наладчика токарного станка с ЧПУ в процесс изготовления детали сведены к минимуму, достаточно визуального контроля оператора. Токарные станки с ЧПУ могут работать практически автономно, день за днем, выпуская продукцию с неизменно высоким качеством. При этом главной заботой станочника оператора станков с ЧПУ являются в основном подготовительно-заключительные операции: установка и снятие детали, наладка инструмента и т.д. В результате один работник может обслуживать сразу несколько токарных станков с ЧПУ.Вторым преимуществом токарных станков с ЧПУ является производственная гибкость. Это значит, что для ЧПУ обработки разных деталей нужно всего лишь заменить программу. А уже проверенная и отработанная программа для станков с ЧПУ может быть использована в любой момент и любое количество циклов. Третьим очевидным плюсом токарных станков с ЧПУ является высокая точность и повторяемость ЧПУ обработки. По одной и той же программе вы сможете изготовить с требуемым качеством тысячи практически идентичных деталей. Ну и наконец, числовое программное управление ЧПУ позволяет обрабатывать такие детали, которые невозможно изготовить на обычном оборудовании. Четвертым преимуществом токарных станков с ЧПУ перед универсальными токарными станками является более продолжительный срок наработки на отказ за счет введения в устройство токарного станка ЧПУ системы централизованной смазки направляющих, а также за счет наличия шарико-винтовых передач (ШВП). Автоматическая подача СОЖ в зону резания продлевает срок службы металлорежущего инструмента. Стоит отметить, что сама методика работы по программе на токарных станках с ЧПУ позволяет более точно предсказывать время обработки некоторой партии деталей и соответственно более полно загружать токарное оборудование. ЧПУ Fanuc 0i-TDGE Fanuc — совместное предприятие американского промышленного гиганта General Electric и японской компании Fanuc, известной своими устройствами ЧПУ и роботами. Сегодня GE Fanuc — один из ведущих производителей программно-аппаратных средств для автоматизации промышленных предприятий.Станина цельная, литая выполнена из высококачественного Meehanite cast iron (чугун Механит - вид модифицированного чугуна). Наклонное исполнение станины 45° обеспечивает дополнительную жесткость и вибропоглощающие свойства, способствует легкому удалению стружки и облегчает доступ оператору, что позволяет снизить время установки-снятия детали. Для простоты отвода стружки в непосредственной близости от зоны резания размещен транспортер для удаления стружки. Станина является базовой сборочной единицей станка, на которой монтируются остальные сборочные единицы. Точный по геометрии рез может быть получен только с «жесткой» станиной, которая будет «гасить» возникающие при работе станка вибрации.  Асинхронные двигатели воспринимают большие нагрузки и работают при наличии в воздухе металлической пыли, стружки, масла и т.д., поэтому в их конструкции предусмотрен внешний вентилятор.  Шпиндели смонтированы на прецизионных роликовых подшипниках класса Р4, которые обеспечивают высокое осевое усилие и превосходную радиальную устойчивость, что в свою очередь обеспечивает высокую точность обработки даже при больших нагрузках. Шпиндели максимально сбалансированы и обладают чрезвычайно высокой статической и динамической жесткостью, повышенной износостойкостью шеек, посадочных и базирующих поверхностей. Шпиндельные бабки имеют термически стабилизированную конструкцию с рёбрами охлаждения, что исключает температурные деформации в течении длительных циклов обработки. Шпиндели имеют автоматические патроны, которые работают от гидравлики. Имеется возможность регулировки усилия зажима, что позволяет устанавливать заготовки различной жесткости и конструкции. Диаметр сквозного отверстия шпинделя Ø 56 мм.  Двухшпиндельные токарные станки с ЧПУ имеют 2 шпиндельных узла для захвата заготовки. Они могут активироваться поочередно или одновременно в соответствии с заданной программой, чтобы обеспечить полную обработку заготовки со всех сторон. Система синхронизацииСистема синхронизации дает возможность переустанавливать заготовку из главного шпинделя в противошпиндель без остановки станка. Перехват детали потивошпинделем повышает точность взаимного расположения поверхностей обрабатываемых с разных установов, так как происходит синхронизация шпинделей.Линейные (Linear Way) направляющие осей X / ZЛинейные направляющие (ЛНК) выполнены в виде призматической направляющей, по которой с помощью циркулирующих в обойме шариковых или роликовых тел качения перемещается одна или несколько кареток. Линейная направляющая изготавливается отдельно и крепится к основанию станка. Такие направляющие реализуют трение качения. Основными особенностями систем линейного перемещения являются высокая точность (отклонения в геометрии хода — в пределах 5 мкм), жесткость и плавность работы; относительная простота изготовления, установки и замены линейных направляющих с каретками; высокая нагрузочная способность каретки и большой срок службы. Недостатками линейных направляющих по сравнению с прямоугольными направляющими являются повышенная чувствительность к загрязнениям, пониженное демпфирование вдоль направляющих при отсутствии движения. Для перемещения противошпинделя станка применяются закаленные шлифованные направляющие коробчатого типа (Box way).Высокоточные ШВПВысокоточные ШВП, протестированный предварительный натяг ШВП соответствует заявленной паспортной точности машины.В шарико-винтовых передачах трение скольжения заменено трением качения. Винт и гайку разделяют ряды шариков, катящихся в углублениях резьбы винта. Рециркуляция шариков обеспечивается возвратными каналами, идущими параллельно оси винта. Такая система обеспечивает:
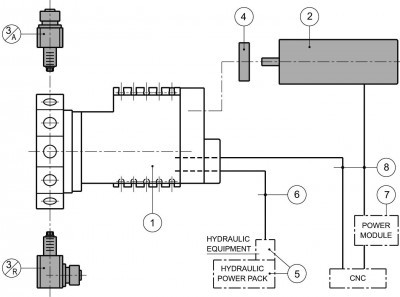
Револьверная головкаДиск револьверной головки на 12 позиций приводится в движение с помощью гидравлики станка. Данная схема работы револьверной головки отличается высокой надежностью, долговечностью и простотой конструкции.Вращение диска осуществляется как по часовой стрелке, так и против часовой стрелки, по кратчайшему пути к следующей позиции, которая будет осуществлять следующую операцию обработки детали. Данная револьверная головка имеет малое время индексации от одной позиции к ближайшей, всего 0,25 с. Наличие на станке револьверной головки позволяет значительно расширить технологические возможности станка, увеличить производительность, повысить качество обрабатываемых деталей. Опциональная возможность установки револьверной головки Duplomatic с приводным инструментом12-позиционная револьверная головка с приводными позициями имеет присоединение инструмента по VDI. Шесть из двенадцати позиций, размещенных на окружности меньшего радиуса, имеют возможность установки приводных блоков. Использование приводного инструмента в револьверной головке VDI типа с быстрым двунаправленным выбором позиции с инструментом позволяет выполнять высокоточные токарные операции и операции фрезерования без использования специальной крепежной оснастки и с одной установки детали. Приводной инструмент позволяет выполнять осевое, радиальное и угловое сверление и фрезерование. Привод осуществляется к задействованному в обработке инструменту. Точность позиционирования револьвера с приводными позициями составляет ± 0,0005°.(1) Револьверная головка с приводным инструментом (2) Сервопривод (3) Державки (4) Предохранительная муфта двигателя (5) Гидравлическое оборудование и блок питания (6) Соединение с гидравлическим оборудованием (7) Блок питания (8) Электросоединение Наличие «оси C» подразумевает, что у таких станков ЧПУ контролирует не просто скорость вращения детали, а и само ее угловое положение (индексация по С-оси). Точность управления углом поворота детали составляет до 0,001°. Сочетание револьверной головы с приводным инструментом и оси С позволяет вести токарную, сверлильную и фрезерную обработку сложных деталей. В станке имеется гидростанция для подачи гидравлического масла под давлением в гидросистемы: гидравлический патрон, гидравлическая револьверная головка, система подачи СОЖ, система смазки. Система подачи СОЖ обеспечивает подачу смазочно-охлаждающей жидкости под высоким давлением для эффективного удаления стружки и продления срока службы инструмента. Компактный бак смазочно-охлаждающей жидкости для удаления и очистки масла. Система автоматической смазки предусматривает надежную смазку всех осей перемещения, ШВП обеспечивает плавность хода, предотвращает износ поверхностей. Рабочая зона станка полностью закрыта. Это обеспечивает защиту, как оператора, так и помещения от стружки и брызг СОЖ. Электрический шкаф и проводка спроектированы согласно промышленным стандартам, что обеспечивает потребителю легкодоступную зону обслуживания и продлевает срок службы электрических компонентов. Шкаф оснащен теплообменником для отвода тепла и поддержания температуры согласно стандарту. Похожие станки: |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

DEGID: #40748 |
Контактная информация: |