|
СКАЧАТЬ КАТАЛОГ
|
Электромеханический трубогибочный станок AMOB MDH60/CN1 (арт.9530034)
Электромеханический трубогибочный станок AMOB MDH60/CN1
Технические характеристики
Описание станкаЭлектромеханические трубогибочные станки серии MDH оснащаются гидравлическим зажимным устройством. Это дополнение позволяет увеличить качество осуществляемых гибов, так как это делает возможным более эффективную фиксацию труб с выполнением более мягкого движения гибки. 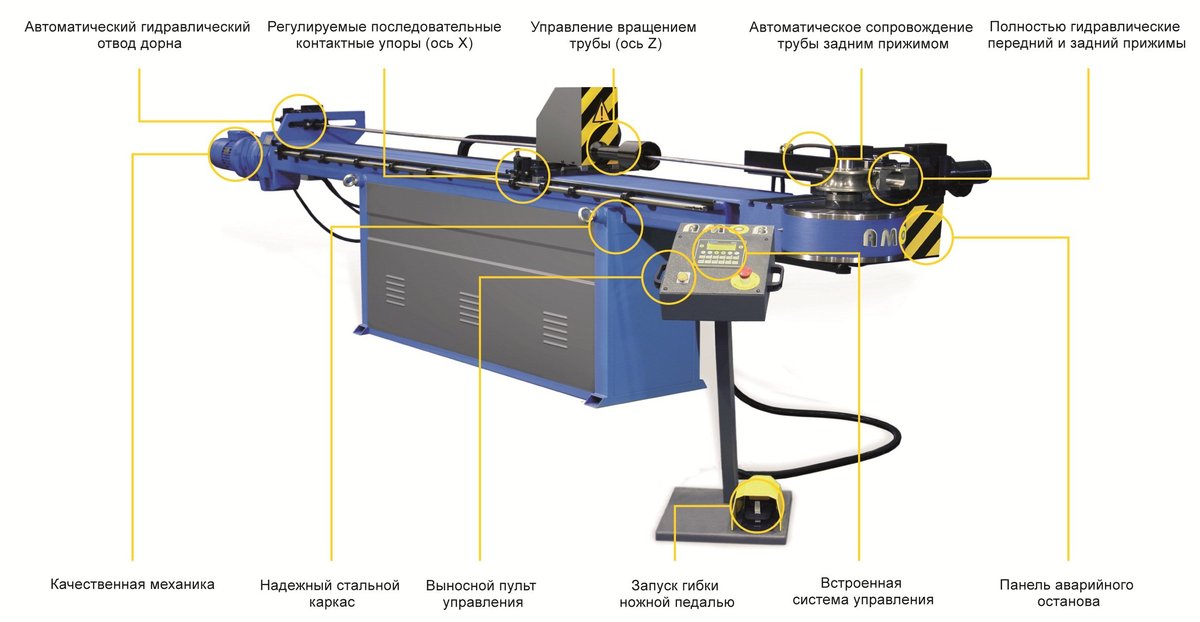 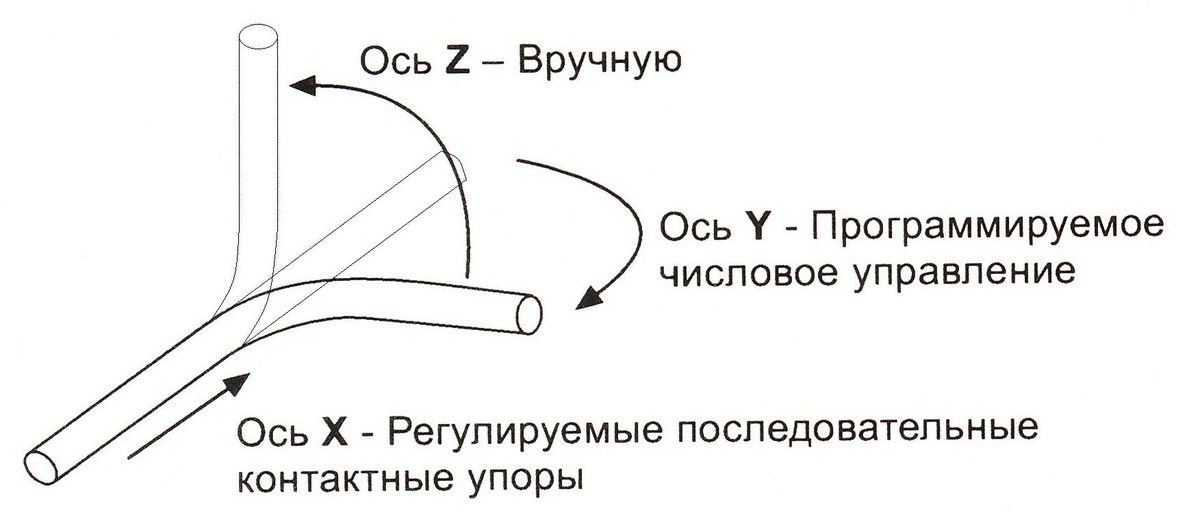 Ось Z (смена плоскости гиба): производится вручную оператором. При гибке изделий, лежащих в одной плоскости, данное движение не требуется; Ось X (подача трубы вдоль оси): ручная. Координаты гибов выставляются оператором по специальным упорам, по которым оператор может точно позиционировать каретку, в которой закреплена труба. 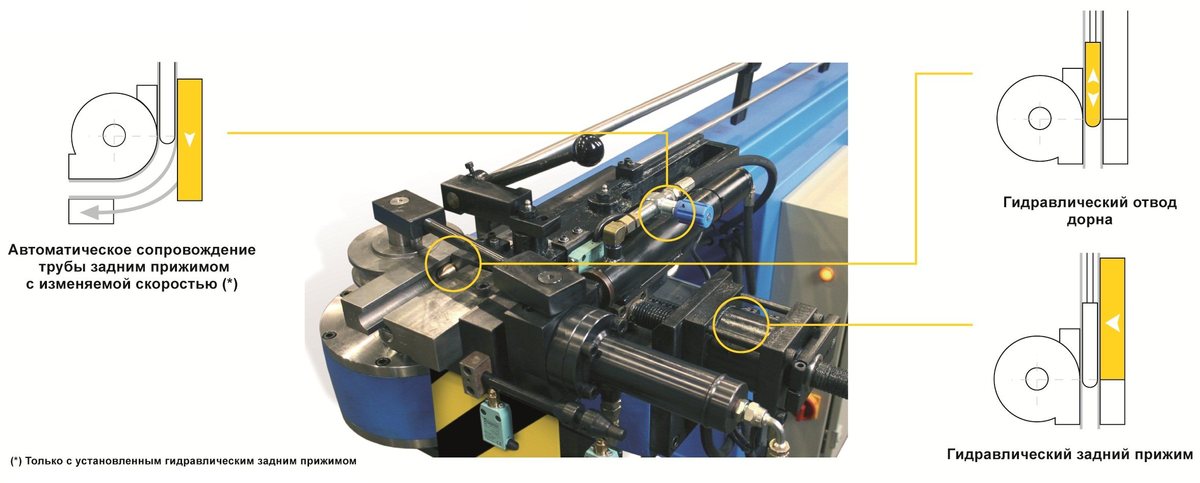 Автоматическое сопровождение трубы задним прижимом. В процессе гибки труба перемещается вперед вдоль своей оси. Данная гидравлическая система осуществляет движение заднего прижима с той же скоростью и в том же направлении, что позволяет существенно улучшить качество гиба и снизить утонение стенки трубы. Автоматическое движение дорна. На станок устанавливается гидравлическая система автоматической подачи дорна вперед в процессе гиба и назад при достижении определенного угла. Данная система особенно рекомендуется для гибов по малым радиусам, где используются многошарнирные дорны.  Автоматическая смазка дорна. Система автоматической смазки дорна впрыскивает смазку через отверстия на дорне внутрь трубы, позволяя тем самым улучшить качество гиба, избежать неприятных звуков во время гибки, увеличить срок службы дорна. Система разжима оснастки. Данная гидравлическая система предназначена для специальной разжимной оснастки, использующейся при гибки труб некруглого сечения. Использование этой системы позволяет без проблем вынуть трубу из ролика после гиба. Похожие станки:
|
||||||||||||||||||||||||||||||||||||||||||||||||

DEGID: #40864 |
Контактная информация: |