|
СКАЧАТЬ КАТАЛОГ
|
Токарно-винторезный станок Denver HL-1120×6000 (арт.1610012)
Токарно-винторезный станок Denver HL-1120×6000Станки HL предназначены для обработки деталей с большими диаметрами и длинами, отличаются чрезвычайной жесткостью и точностью при черновой и чистовой обработке.
Технические характеристики
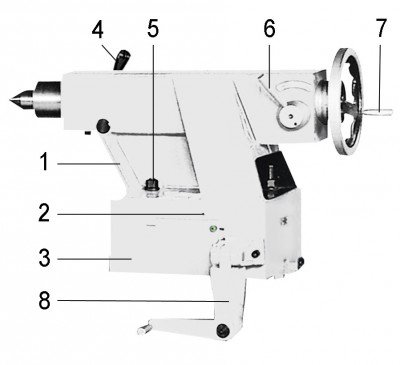
Описание станкаТочность станков различных классов характеризуется тем, что допускаемые отклонения по проверкам одного класса по отношению к другому отличаются в 1,5 раза. Для примера приведены величины допускаемых отклонений прямолинейности движения на длине перемещения 200 мм. Крупные токарные станки применяются в тяжелом и энергетическом машиностроении, а также в других сферах промышленности для обработки валков прокатных станов, железнодорожных колесных пар, роторов и турбин. По конструктивным особенностям этот станок подходит для тяжелых режимов резания. Устройство цифровой индикации (УЦИ) Устройство цифровой индикации (УЦИ) предназначено для обработки электрических сигналов, поступающих от оптоэлектронных преобразователей линейных перемещений и осуществляет визуализацию на цифровом табло полученной информации, а также оказывает помощь в выполнении операций обработки. Основное назначение устройства цифровой индикации (УЦИ) - это считывание и отображение фактических координат перемещающихся исполнительных механизмов по осям станка. При использовании УЦИ повышается точность изготовления за счёт наличия индикации непосредственного положения исполнительного механизма, при этом не нужно делать поправку на люфты, и проводить расчёты перевода делений шкалы лимба на реально получаемый размер. Тяжелая, крупная станина с большим количеством ребер жесткости имеет две призматические и две плоские шлифованные направляющие. Направляющие с индукционной закалкой твердостью свыше 50 HRC. Комбинированные V-образные и плоские направляющие станины выполнены по нормам точности предъявляемые к станкам данного класса. Каждый станок комплектуется «Тест паспортом» с точностными характеристиками. Станина является базовой сборочной единицей станка, на которой монтируются остальные сборочные единицы. Точный по геометрии рез может быть получен только с «жёсткой» станиной, которая будет «гасить» возникающие при работе станка вибрации. В этом случае важную роль играет масса станины (а значит, и станка в целом), более тяжёлые станины лучше поглощают вибрации от агрегатов. Кроме того, станина должна обеспечивать устойчивость станка на ровном бетонном фундаменте.  Многодисковые муфты отличаются следующими положительными качествами: возможностью передавать значительные крутящие моменты при большой компактности конструкций, небольшим усилием замыкания, плавностью работы, простотой эксплуатации и ухода за ними. 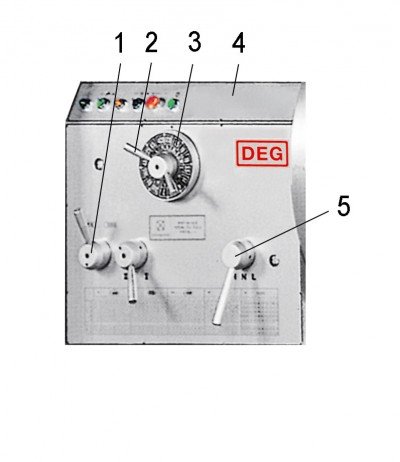 2 - рычаг переключения передач 3 - указатель скоростей 4 - контрольная панель 5 - рукоятка переключения диапазонов скоростей передач высокая/низкая 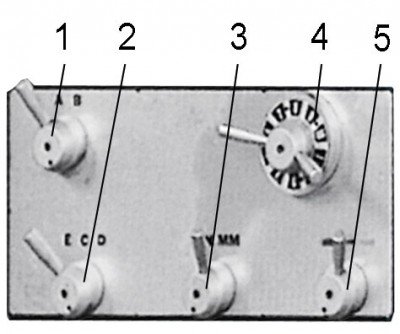 2 - рычаг переключения подач C, D, E 3 - рычаг переключения видов резьбы 4 - рычаг выбора скорости подачи 5 - рычаг переключения подач для нарезания резьбы Коробка передачКоробка передач обеспечивает шестнадцать ступеней частоты вращения шпинделя. Зубчатые колеса изготовлены из высококачественных сталей, точно отшлифованы и прикатаны, закалены и стрессоустойчивы к высоким нагрузкам, с твердостью HRC 55-60, этим обеспечивается высокая прочность и бесшумность передач.Предусмотрена возможность нарезания метрических, дюймовых, модульных, диаметральных резьб путем исключения из кинематической цепи зубчатых передач коробки подач и применения специальных прецизионных сменных зубчатых колес. Работа в Метрической и Дюймовой системе измерения. Возможность нарезания дюймовых резьб с шагом две нити на дюйм (1"x2 T.P.I) – это гораздо больше чем множество моделей станков этого класса. Главный шпиндель на конических роликовых подшипниках 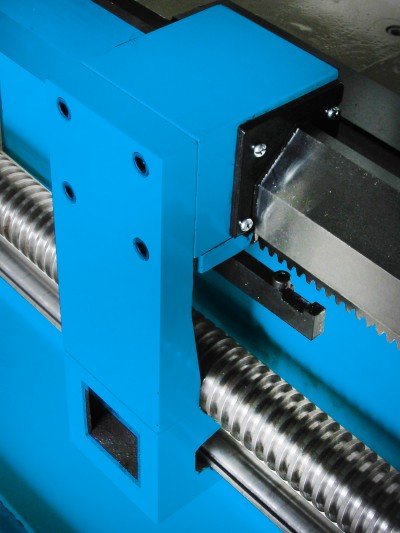 СуппортСуппорт рассчитан на большие усилия резания.Продольное и поперечное перемещение салазок суппорта производится с помощью маховиков, расположенных на фартуке. Ручная продольная подача производится маховиком, который вращает зубчатое колесо, катящееся по рейке, закрепленной на станине станка. Суппорт оснащен ускоренными продольными и поперечными подачами. Поворотный четырехпозиционный резцедержатель позволяет быстро подводить нужный резец и обеспечивает точность фиксации инструмента. 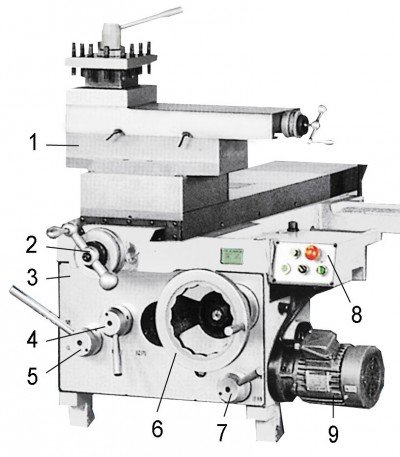 2 - маховик перемещения поперечного суппорта 3 - фартук 7,4 - рычаги включения/переключения подач 5 - рукоятка маточной гайки 6 - маховик продольной подачи 8 - контрольная панель суппорта 9 - отдельный (сепаратный) привод ускоренного хода для перемещений по осям X и Z Автоматическая централизованная система смазкиВ станке применена автоматическая централизованная система смазки направляющих и ходового винта, позволяющая автоматически дистанционно осуществлять смазку узлов станка.Система автоматической смазки состоит из электропривода насоса, фильтра масленого, индикатора уровня масла, реле давления, резервуара, релейного таймера подачи смазки. Таймер необходим для включения и выключения насоса смазки с определенным временным интервалом. Реле уровня служит для определения уровня масла. Индикатор масла используется для обозначения минимального уровня масла в резервуаре. Смазка узлов коробок передач и подач осуществляется с помощью масляного насоса , установленного в нижней части шпиндельной бабки.   Задняя бабкаЗадняя бабка имеет жесткую конструкцию. Задняя бабка закрепляется на станине при помощи рукоятки через эксцентриковый зажим и систему рычагов. При работе в тяжелых режимах бабку дополнительно закрепляют затяжным болтом. Перемещение пиноли осуществляется маховиком, а ее зажим – рукояткой. Корпус задней бабки может смещаться при помощи винта в поперечном направлении, что используют при точении конусов. Пиноль задней бабки имеет миллиметровую шкалу, по которой можно контролировать перемещение.1 - корпус 2 - стопорный винт 3 - станина 4 - рукоятка закрепления пиноли 5 - затяжной болт 6 - рычаг управления скоростями задней бабки 7 - маховик 8 - направляющая планка Станок оснащен защитными щитками и блокирующими устройствами, специальными предохранительными приспособлениями, обеспечивающими безопасность рабочего процесса. Защитные щитки выполнены откидными. Защитный щиток токарного патрона имеет блокирующий механизм, связанный с электрической цепью пуска и останова станка. Блокирующее устройство представляет собой систему контактов, замыкающих или размыкающих цепь питания электрическим током тех или иных рабочих органов. Защитный щиток резцедержателя выполнен в виде прозрачного экрана для удобства контроля процесса обработки. Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

DEGID: #40939 |
Контактная информация: |