|
СКАЧАТЬ КАТАЛОГ
|
Вертикальный обрабатывающий центр с ЧПУ STAMA MC 526 TWIN (арт.MC 526 TWIN)
Вертикальный обрабатывающий центр с ЧПУ STAMA MC 526 TWIN
Технические характеристики
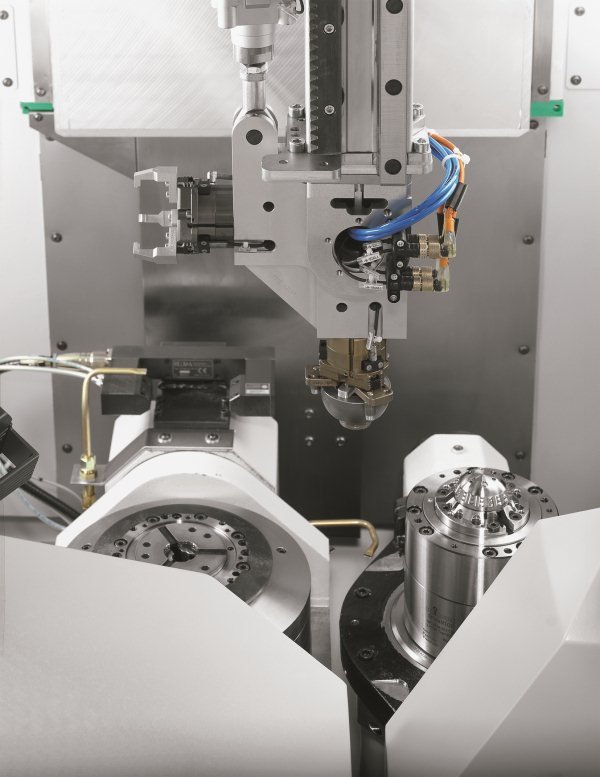
Описание станкаВертикальные ультрасовременные высокопроизводительные обрабатывающие центры STAMA – Single, TWIN и 4-шпиндельный (TWIN2) – для массового и серийного производства. Вертикальные обрабатывающие центры STAMA сконструированы в виде станков с подвижной колонной. Постоянно развивающиеся модульные конструкции с надежными узлами, проходящими тщательную проверку, гарантируют стабильность и точность на протяжении длительного времени, а также высокую производительность. Благодаря такой модульной конструкции разнообразие вариантов конструкций обрабатывающих центров позволяет предложить технологическое решение, которое оптимально отвечает всем индивидуальным требованиям. Основные принципиальные схемы конструкции станков 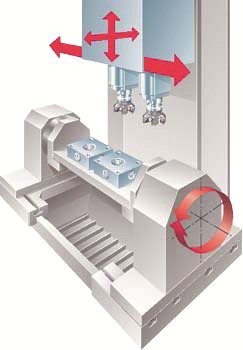 Вертикальные обрабатывающие центры со стационарным столом и перемещением по оси Х от 520 мм до 1000 мм (компактная серия) и перемещением по оси Х от 2200 мм до 3400 мм (с двумя рабочими зонами). Рабочее пространство разделено на отдельные друг от друга зоны, что позволяет совместить полезное машинное время со вспомогательным временем загрузки или переоснащения. Концепция «2 плюс 4» для больших расстояний между шпинделями (460 / 600 мм) лучше всего реализуется с помощью двух рабочих зон, расположенных рядом. Инструментальный магазин с интеллектуальной системой инструментообеспечения Вместительные инструментальные магазины (до 180 шт.) находятся за пределами рабочей зоны и защищены от попадания стружки и СОЖ. Программа навигации по инструментам STAMA Tool-Navigation сортирует инструменты в том порядке, в котором они понадобятся в процессе выполнения программы. Такая сортировка обеспечивает минимальное время смены инструмента «от стружки до стружки». При этом пользователь может помещать инструменты в магазин в произвольном порядке, что особенно важно при полном переоснащении станка.   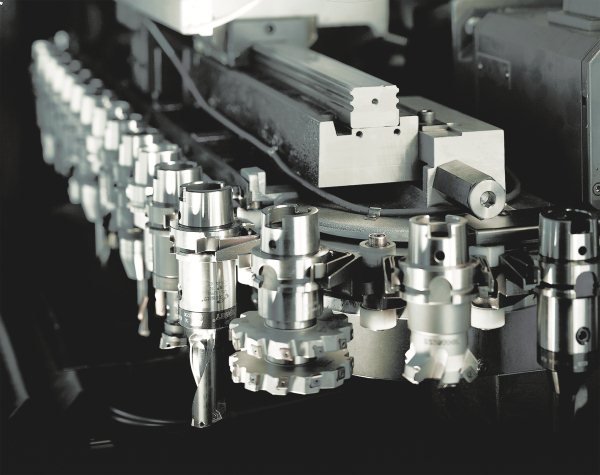 Автоматизация процесса загрузки / разгрузки Разработка концепции автоматизации производится исходя из конкретных условий производства (ассортимент и объемы обрабатываемых деталей, габаритные площади и т.д.) при этом учитывается экономическая эффективность и целесообразность автоматизации. Преимуществом интегрированной автоматизации являются компактность, небольшие затраты на капитальные вложения. Использование специальных зажимных приспособлений или же интегрированного портального загрузочного устройства для загрузки и разгрузки деталей позволяет гибко и без больших затрат автоматизировать процесс обработки целых семейств деталей. Использование внешнего портального загрузочного устройства или робота является также эффективным способом автоматизации при необходимости создания целого автоматизированного комплекса с использованием двух и более обрабатывающих центров. При необходимости создания автономных производственных участков существует возможность реализации проекта «под ключ». Такой проект включает в себя полную производственную технологию, проведение пробной обработки, компьютерное моделирование процесса, выпуск опытной серии, оптимизацию процесса. Возможные расстояния между шпинделями      Похожие станки:
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

DEGID: #401605 |
Контактная информация: |